Как правильно варить швы: вертикальные, горизонтальные, потолочные
Содержание:
Крепим современную лепнину
Давайте остановимся на креплении галтели из полиуретана, так как это самый доступный и распространенный на сегодняшний день материал.
Сначала рассчитаем материалы, и подготовим инструмент.
Считаем длину всех стен комнаты и делим на длину одной планки. Число, полученное в результате расчета, округляем до целого в большую сторону. Рекомендуется купить галтели с небольшим запасом. В качестве крепежа отлично подойдет клей «жидкие гвозди» или акриловый герметик. Кстати, акриловый герметик понадобится и для заполнения швов между плинтусом, стеной и потолком.

Акриловый герметик
Необходимый инструмент:
- Дисковая пила для запиливания углов. Хотя, вполне подойдет и обыкновенная ножовка по металлу.
- Шаблон, он же стусло для запиливания угла в 30,45 градусов.
- Строительный нож.

Заделываем потолковые щели
Удобнее всего начать установку планок с внутренних углов, продвигаясь по прямым участкам. Далее устанавливаем плинтус в стусло. Гладкой поверхностью прижимаем к боковой стенке и запиливаем под углом в 45 градусов для прямых углов. Если угол сопряжения стен отличается – угол запиливания определяетя экспериментально
Внимание! Для одного угла или откоса планки должны быть запилены зеркально. После того, как лепнина готова, начинаем приклеивать. Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине
Продолжаем клеить планки встык
Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине. Продолжаем клеить планки встык.

Продолжаем клеить планки встык
После того как все планки приклеены, заделываем швы между потолком, плинтусом и стеной тонким слоем акрилового герметика. Излишки убираем салфеткой или «универсальным инструментом» т.е. пальцем. Лепнина преобразила ваш потолок!

Лепнина преобразила ваш потолок
Если вам по-прежнему трудно определиться с выбором лепнины, рассчитать ее количество или подобрать цвет потолка и стен, не расстраивайтесь. На многих сайтах производителей есть бесплатные онлайн-сервисы для подбора материалов, расчета их количества, а также подбора цвета потолка и стен. Работает все это очень просто. Вы заходите в онлайн сервис. Указываете размеры своего помещения, делаете подбор цвета, если необходимо, и определяете количество декоративных элементов.
Смелее творите, экспериментируйте с цветами и материалами, и ваше жилище наполнится красотой и уютом!
Как вести электрод во время сварки
Существует много схем ведения электрода при сварке. Ниже я нарисовал самый простой способ, который позволяет добиться идеального сварочного шва.
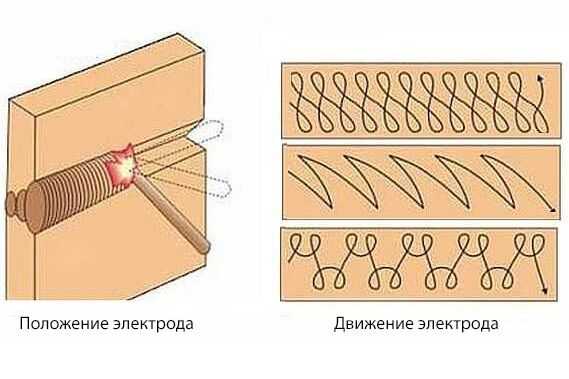
Итак, наиболее простой способ для новичка, это ведение электрода небольшими круговыми движениями, а если быть точнее, то точечными. Ставим первую каплю металла электродом, затем вторую, которая должна слегка заходить на первую, и т. д. Электрод по отношению к свариваемой заготовке держим под углом в 30 градусов.
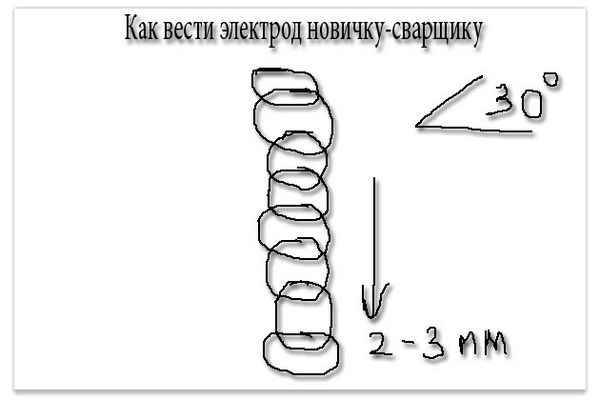
Электрод ведём на себя, строго соблюдая указанный угол наклона
Почему это важно? Просто, таким образом, весь шлак, образуемый при сварке, будет выходить наружу, и выбрасываться из сварочной ванны

В итоге, капли должны как бы пересекаться друг с другом, что и образует сплошной сварочный шов. В данном случае начинающему сварщику нет необходимости выполнять сложные движения электродом, типа «ёлочкой», «зигзагом», «треугольником» и т. д.
Сам процесс выглядит так:
- Нажали электродом, поставили точку и отпустили;
- Затем немного зайдя на первую точку, нажали электродом и отпустили;
- Процесс повторяется до тех пор, пока не будет заварено всё соединение.

На первых порах это позволит получить достаточно качественный и ровный сварочный шов, а также хорошо углубить корень шва. Существуют и другие способы вести электрод во время сварки, о которых я обязательно расскажу в следующих статьях.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.

При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Потолочная плитка без швов
Если вы планируете оклеить потолок пенополистирольной плиткой и хотите, чтобы на плиточной поверхности не были заметы швы, рекомендуется использовать специальную плитку «потолок без швов». Неплохим средством для этого может послужить, к примеру, потолок без швов Формат, либо же потолочная плитка любого другого производителя.
Новая технология бесшовной укладки плитки, придуманная производителями, позволяет минимизировать величину и видимость швов между элементами, сделать поверхность ровной и целостной.
Потолок без швов монтируется по схожей технологии с обычной плиткой, однако имеет некоторые особенности укладки:
- После покупки материал должен полежать в ремонтируемом помещении желательно сутки в распакованном виде.
- Потолочное основание должно быть хорошо выровнено шпаклевкой и загрунтовано.
- Плитку следует тщательно отсортировать, удалить бракованную (неровную) плитку при наличии таковой.
- После проведения потолочной разметки на плитку наносится клей. Делают это не только на задней поверхности материала, но и с боков (аккуратно промазывают торцы плиточных элементов).

Потолок без швов: плитка имеет однородную структуру без видимых швов по всей потолочной поверхности
После того, как на потолке состыкуются два плиточных элемента, потолочный шов (стык) между ними укрепляется строительным скотчем, чтобы плиты остались в начальном положении после высыхания клея. Когда клей высохнет, скотч можно удалять.
Естественно, технология не является панацеей, и швы хоть и будут малозаметны, но все же будут иметь место.
При желании избавиться даже от малейших признаков швов, можно заделать их следующим образом:
- Перед тем, как заделать швы в потолке, следует подготовить подходящую замазку. В качестве замазки для швов можно использовать специальную затирку, шпаклевку или акриловый герметик для потолка.
- Заполняют шов непосредственно из тубы или же с помощью узкого шпателя при использовании смеси.
- Швы нужно заполнять тщательно, избегая пропусков, после чего убрать чистой тряпкой остатки состава.
Итак, мы выяснили, как заделать потолочный шов различной природы – межплиточный и образованный на стыке декоративных потолочных плит. Используя на практике наши советы и рекомендации, вы сможете избавить себя от назойливой проблемы потолочных швов, сделать потолок в вашем доме целостным и красивым.
Технология варки горизонтального шва
Специфика сварки горизонтального шва практически та же, что и для вертикального. Технические нюансы – опять же манипулирование углами установки электрода.
Направление движения в процессе сваривания деталей на стыке может выбираться от его крайней левой точки до крайней правой точки или наоборот. Конкретный выбор направления определяется сварщиком, исходя из степени личного удобства.

Стандартная техника формирования горизонтального шва и практикуемые формы поперечной «отрисовки», применяемые для получения нужных значений ширины и глубины шва
Но как правильно варить горизонтальный шов электросваркой, чтобы исключить вытекание расплава из колеи по причине действующей силы тяжести?
Здесь сварщику нужно подобрать такое положение электрода, при котором сила горения электрической дуги была бы равноценна силе тяжести капель металла. Возможно, потребуется настроить силу тока и опытным путём подобрать оптимальную скорость перемещения электрода.
Обычно сварку горизонтального шва ведут непрерывно до полного завершения. Однако если не удаётся держать под контролем расплав (сварочную ванну), можно попытаться изменить технику – перейти на ход с периодическим гашением дуги.
Все эти тонкости нарабатываются с приходом опыта выполнения сварочных работ. Поэтому не стоит отчаиваться, если с первых попыток ничего не получается.

Практический пример горизонтальных сварных швов, сделанных на металлических пластинах, установленных вертикально. Верхний вариант выполнялся по направлению слева направо, нижний справа налево
Формирование горизонтального шва нужной ширины и глубины провара, как правило, достигается за счёт аккуратного поперечного перемещения горящего конца электрода от края одной стыкуемой детали до края другой.
На сварке металлов толщиной до 4 мм применяют разные варианты «рисунка» поперечного хода электрода. Каких-то конкретных рекомендаций на этот счёт нет. Главное – получить требуемую ширину шва и глубину провара.
https://youtube.com/watch?v=_9i1u5ihIHI
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки
Он больше подходит для создания толстый швов.
Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
что учесть и как правильно сделать
Иногда при ремонте и монтаже металлических конструкций предусматривается использование сварочного аппарата. Хорошо, если такие манипуляции можно осуществить отдельно в удобном положении, а затем прикрепить готовую деталь. Порой действовать приходится сразу и в довольно-таки экстремальных условиях, например, при сварке потолочных швов
В таких случаях важно знать технику безопасности и основные правила работы с электросваркой
Работа с электросваркой и техника безопасности
Потолочный шов – один из самых сложных видов сварки, объясняется это неудобным положением деталей. В промышленности им почти не пользуются, зато в судостроении, при строительно-монтажных и трубопроводных работах он очень популярен. В быту выполнение такого сварочного шва пригодится при строительстве, ремонте, установке металлических изделий в гараже и на даче.
Потолочный шов – самый неудобный для сварщика
Выполнение сварки потолочных швов требует внимательности и хороших навыков работы со сварочным аппаратом. Немаловажным будет позаботиться о технике безопасности.
- Убедитесь, что все инструменты исправны, а провода – изолированы. Отключайте приборы от сети после использования.
- Защитите кожу, глаза и органы дыхания от попадания шлака, пыли и раскаленного металла. Пользуйтесь спецодеждой, маской и очками.
- Не работайте в плохо вентилируемых помещениях с высокой влажностью, а также на открытом воздухе в дождь, снег и т.д.
- Соблюдайте пожаро- и взрывобезопасность.
Правильная экипировка для выполнения сварочных работ – залог вашей безопасности
Не каждый специалист может похвастаться безукоризненной техникой выполнения сварки потолочного шва. Изучите подходящую литературу, советы и обязательно потренируйтесь, прежде чем приступать к работе.
Как правильно сварить потолочный шов
Отличительной особенностью этого вида сварки является то, что сварочная ванна находится в перевернутом положении, а раскаленный металл удерживается силой поверхностного натяжения. Поэтому необходимо поддерживать минимальный размер ванны и периодически отводить электрод в сторону, чуть задерживая на кромках, чтобы металл остывал и схватывался и не образовывались трещины. Сварку следует выполнять на себя, чтобы хорошо видеть и контролировать процесс.
Для использования подходят электроды диаметром 3-4 мм. Они должны быть сухими, чтобы в металл не попадали газы и не снижали качество шва. Сила тока подбирается опытным путем от минимальной до средней.
Способы сварки
Сварку потолочных швов можно выполнять несколькими способами.
- Полумесяцем. Электрод располагается под углом 90-130 градусов к поверхности и колебательными движениями по дуге перемещается от кромки к кромке.
- Лесенкой. Расположение электрода аналогичное. Его отводят в сторону от раскаленного металла и возвращают назад, перекрывая затвердевшую поверхность наполовину.
- Обратно-поступательный способ. Электрод следует постоянно возвращать на застывший шов по мере продвижения.
Способы сварки: I – полумесяцем, II – лесенкой, III – обратно-поступательный
Первый способ является самым простым и подходит для использования начинающим сварщикам. Остальные варианты более трудоемки, но обеспечивают самое прочное соединение.
Этапы выполнения работ
Прежде всего свариваемую поверхность нужно подготовить и тщательно обработать края на стыке. Для их зачистки используется болгарка или металлическая щетка. Затем приступают к проварке корня шва электродом меньшего диаметра (3 мм). Им формируют валик из расплавленного металла, выполняя колебательные движения от кромки к кромке. Если необходимо, чтобы он формировался и с обратной стороны, электрод короткими рывками помещают внутрь зазора
Важно следить, чтобы дуга равномерно горела, тогда металл будет наплавляться в форме фонтана
Полученный валик обязательно освобождают от шлака. А если он получился слишком выпуклым, необходимо провести выборку до чистого металла. Затем манипуляции повторяют, формируют валики поверх. Для наложения 4-5 и последующих слоев можно использовать электрод большего диаметра (4).
Сварка стыков потолочных швов наплавкой и соединением валиков
Чем толще исходный материал, тем больше слоев и подходов вам понадобится. Для качественного соединения следите за скоростью движения электрода, чтобы металл успевал хорошо плавиться. При необходимости меняйте угол его наклона, величину шага.
Сварка потолочных швов – процесс достаточно трудный. Если у вас недостаточно знаний или опыта, не стоит переоценивать свои возможности, в этом случае лучше довериться профессионалам.
https://www.youtube.com/watch?v=JWYvM-EdxG0







