Как правильно заточить сверло по металлу: угол заточки, приспособления
Содержание:
- Как правильно заточить сверло спирального типа
- Приспособа для заточки сверл своими руками
- Изготовление приспособлений для заточки свёрл своими руками
- Что представляет собой сверло?
- Особенности работы сверл и от чего зависит угол заточки
- Правила заточки
- Когда нужно точить?
- В какой момент нужно сверло нужно затачивать
- Правильный угол заточки, способы работы
- Основные элементы оснастки
- Проверка правильности заточки сверла
- Помогающие устройства
- Виды изделий
- Виды заточки
- Как проверить правильность затачивания сверла по металлу
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Приспособа для заточки сверл своими руками
Перевёл alexlevchenko для mozgochiny.ru
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас.
Нужно думать не только о вращающемся точильном камня, который выступает источником потенциальной опасности, но еще и угол заточки держать… Думаю, статья будет полезна начинающим мозгочинам, а к опытным камрадам у меня убедительная просьба дополнить изложенную ниже информацию или рассказать о своём методе выдержки угла заточки.
- Материалы
- Инструменты
- Транспортир;
- Малка (приспособление) — столярный и слесарный инструмент для разметки и измерения углов, черчения параллельных линий. Состоит из двух частей, скреплённых между собой зажимным винтом. Более толстая часть (колодка — основание) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда между двумя частями малки нанесена шкала для измерения углов. Большие малки могут применяться при строительных работах;
- Дрель со сверлом по дереву;
- Отвертка.
Изготовление приспособлений для заточки свёрл своими руками
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
Инструменты для заточки свёрл
Как на промышленном устройстве, так и на приспособлении для заточке свёрл, сделанном своими руками, рекомендуется применять специализированный шаблон, необходимый для соблюдения требований к инструменту.
Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе.
Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
При работе с металлами можно использовать справочные данные, предоставляющие информацию о необходимых нормах при установке угла заточки. Параметры углов заточки для свёрл по металлу:
- Сталь, чугун и твёрдая бронза — 116−118;
- Латунь, мягкая бронза — от 120 до 130;
- Медь — 125;
- Алюминий — 140.
При использовании различных материалов рекомендуется изготовить несколько шаблонов или использовать один универсальный.
В простом приспособлении для заточки свёрл можно использовать втулку с внутренним диаметром, которая должна совпадать с поперечным сечением сверла и фиксироваться на жёстком основании под необходимым углом.
Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента.
Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Пайка медных труб своими руками при помощи газовой горелки
Важным узлом является подручник, выполняющий следующие функции:
- обеспечивает правильное фиксирование обрабатываемого объекта и его перемещение относительно заточного круга;
- является отличным упором во время выполнения заточных работ.
Чертежи приспособления для заточки свёрл могут оказать существенную помощь при его сборке. Их можно найти в различных источниках информации. Изучая принцип работы подобных конструкций, можно разработать свой вариант, который может отличаться от базового своими индивидуальными особенностями.

При работе с заточными устройствами необходимо выполнять следующие правила:
- Обрабатываемый инструмент во время проведения работ должен быть крепко зафиксирован, что предотвращает его проворачивание вокруг своей оси;
- По окончании заточных работ необходимо дать сверлу остыть, после чего измерить его углы при помощи шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильно выбранных углах и совпадении их симметричности может появиться сильное биение, вызванное из-за разницы длины режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей происходит замедление процесса сверления и перегрев режущей части инструмента. Это делает отверстие разбитым и увеличенным в диаметре.
Что представляет собой сверло?
Конструктивно сверло выполняется в виде стержня. Верхняя часть стержня представляет собой шестигранник, предназначенный для зажима в сверлильную головку. Нижняя часть, рабочая, имеет вид лопатки, у которой с боковых сторон заточены два режущих лезвия специальной формы. Благодаря этой форме лопатка врезается в древесину, снимая стружку по окружности. Для того что сверло было устойчиво при работе, по самому его центру ниже лопатки, делается центрирующее остриё.
По своему виду буры могут быть односторонние и двухсторонние. Угол скоса резца, для одностороннего составляет 70−90 градусов, а для двухстороннего 115−135 градусов.
Сверло имеет стандартную длину 150 мм. Применяя специальный удлинитель, глубину можно увеличить до тридцати сантиметров.
Итак, можно выделить следующие части инструмента:
- шестигранный хвостовик;
- лопатка;
- режущее лезвие;
- подрезатель;
- центрирующее остриё.
В точках продаж можно приобрести как набор перьевых свёрл по дереву, так и одиночные. Производятся они разных размеров диаметра. На лопатке указано число, обозначающее диаметр отверстия в миллиметрах, которое им может быть выполнено, например, 50. Максимально используемый диаметр шестьдесят миллиметров. Больше не выпускается, так как инструмент будет просто ломаться при такой нагрузке. Наиболее популярный набор состоит из диаметров: 10, 12, 16, 18, 20, 25 (мм).
Инструмент различают по цвету:
- Золотистый. Материал был обработан со снятием внутренним давлением.
- Тёмный. Проводилась обработка нагретым паром для увеличения прочности материала.
- Ярко-золотой. На поверхность нанесено напыление нитрида титана, увеличивается эксплуатационный период инструмента.
- Стальной. Без дополнительных обработок.
Особенности работы сверл и от чего зависит угол заточки

Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
Они зависят от:
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.
Исходя из этого и некоторых других факторов, выбирается режим сверления – когда подбирается оптимальное давление и обороты, иными словами, подача и скорость вращения инструмента. Если мы говорим о сверлении электродрелью, то такие показатели рассчитать достаточно сложно. Но в случае с работой со станками (сверлильными, токарными) этот показатель очень важен. Удобнее всего заниматься с оборудованием с ЧПУ, поскольку пульт управления автоматизирует множество процессов, в том числе расчет и выставление вышеприведенных параметров. Купить приборы для фрезерной, токарной обработки металла с ЧПУ можно на сайте компании .

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.

Правила заточки
Независимо от того, какой станок для заточки свёрл своими руками будет использоваться, важно соблюсти все базовые требования. Если в гараже или мастерской имеется точильный станок, лучше всего использовать именно его
На таком агрегате работать легче.
Метод заточки может отличаться в зависимости от конфигурации оснастки. Но, независимо от конфигурации сверла, точить всегда необходимо исключительно задние режущие кромки.
Нужно добиться одинаковой степени заточки всех граней. Вручную это сделать очень сложно. Но, для самых маленьких свёрл при этом подходит только ручная заточка.
Проще всего точатся оснастки с одной плоскостью. Заточка сверла по металлу одноплоскостной конфигурации должна выполнять с углом 28-30°. Если угол не будет выдержан, восстановить режущие свойства оснастки не выйдет.
Под таким углом сверло необходимо слегка прижимать к точильному камню. Модели с двумя плоскостями точатся аналогично, но соответственно нужно точить обе грани.
Если сверло конического типа, крайне важно сохранить его изначальную конусность. Это делается путём колебательных движений по конусы в процессе прижимки к камню.
Заточив оснастку, желательно выполнить доводку. Необходимо убрать небольшие зазубрины, образовавшиеся при контакте с камнем. За счёт такой доработки изделие прослужит гораздо дольше. Для доводки требуется инструмент для более тонкой работы (камни с меньшей абразивностью).
Когда нужно точить?
Заточка сверла по металлу нужна в последующих случаях.
- Соскакивает с намеченной с помощью керна точки.
- При попытке просверлить без разметки грядущего отверстия сверло не цепляется вершиной острия за избранную точку, а «гуляет», какие бы усилия мастер ни прилагал.
- Возникает биение, стук, шум при сверлении, переходящий в частотный лязг. Стук и вибрация расшатывает дрель (либо перфоратор). На разбитой тупыми свёрлами механике сверлить новыми, только-только приобретенными бурами нельзя: новое сверло от этого нередко ломается.
- Перегрев даже после минутки непрерывной работы. Перекаливание быстрорежущей стали приведёт к потере её прочностных параметров (вязкость, твёрдость), и изделие будет применимо только для работ по дереву, а не по металлу.
- Железные частички становятся рваными, спиральная стружка исчезает.
Найдя один либо несколько признаков, немедля закончите сверление и проверьте остроту острия и спиральных кромок.
Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть возможность, что круг треснет, инструмент поведёт при маленьком заклинивании на оборотах в тыщи оборотов за секунду. Точило понижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности найти угол заточки понадобится пластмассовый шаблон, прикладываемый до стачивания к обтачиваемой поверхности. Чтоб держатель не ушёл в сторону, его присоединяют с помощью болта. Для обточки сверла на точиле сделайте последующее.
- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле находятся насечки и выбоины – сточите их со всех боков. Они нарушают центровку изделия и дрели, заставляя последнюю лишне вибрировать.
Обтачивая свёрла огромного поперечника, из-за завышенной общей теплоёмкости сталь перегревается, превращаясь из быстрорежущей в обыденную, неприменимую для сверления всех других сталей.
В какой момент нужно сверло нужно затачивать
По сравнению со сверлами по древесине, сверла по металлу стачиваются значительно быстрее. Если у Вас уже есть какой-то опыт сверления металла, то определить состояние сверла будет легко по контакту с материалом или даже на глаз. В случае, если такого опыта нет, увидеть выявить состояние сверла можно, если происходит что-то из этого:
- Вы сверлите и слышите, как сверло свистит и скрипит;
- быстрое нагревание инструмента;
- получающиеся отверстия выглядят плохо – с зазубринами и заусенцами;
- только одна спиральная канавка выдает стружку, это так же может означать, что заточка — неправильная;

При работе сверлом с тупым наконечником, мы ставим свое здоровье под угрозу, так как такое сверло запросто ломается. На большой скорости это грозит осколками, которые летят в неопределенном направлении. Этого допускать ни в коем случае нельзя, поэтому не тяните с заменой или подтачиванием инструмента. Как только заметили перечисленные признаки – принимайте меры.
Правильный угол заточки, способы работы
Для разных материалов угол заточки используется свой угол заточки.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.

Для заточки сверла используется точильный станок, использовать точильный камень или шлифовальный лист для этого бесполезно. Для выполнения работы понадобится абразивный круг, вращающийся не менее 1400 в минуту. Абразив подбирают с мелким зерном.
При перегревании сверла, металл теряет свои характеристики, поэтому важно прислонять сверло к точильному станку на небольшое время, не более 4 секунд. Чтобы не испортить сверла, периодически остужайте их в воде.. Прежде всего выберете способ заточки рабочей части инструмента
Вот какими они бывают:
Прежде всего выберете способ заточки рабочей части инструмента. Вот какими они бывают:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
В этой статье мы рассмотрим такие распространенные способы заточки сверла как одноплоскостной и конический.
Вначале обтачивают кромку сзади. Снимают небольшой слой таким образом, чтобы на поверхности не было заметно никаких неровностей. При наличии выщерблин до 3 мм нужно укорачивать сверло на такую же величину.
В течение работы смотрите на симметрию рабочей кромки, ровность перемычки. В норме она располагается четко между рабочими кромками.
Сверло до 3,5 мм затачивают методом 1. Когда задней части задана верная конфигурация, его подводят к абразиву под углом от двадцати пяти до тридцати градусов.
Не вращайте сверло и не изменяйте угол его обработки. Иначе кромка не будет идеально ровной. Кроме того, при разворачивании сверла, из него может выкрошиться часть материала кромки.
Поскольку затачиваемое сверло имеет небольшой диаметр, его точат за один подход, и оно не перегревается.
Взгляните на самый конец сверла – сходящиеся плоскости должны быть соразмерными с одинаковым углом обработки.
Соответствие углу сверяйте по шаблону. Выправлять кромку, если работа не удалась с первой попытки – нельзя, придется затачивать снова.
Конический метод обработки совершенно отличен от вышеописанного одноплоскостного. Инструмент удерживают обеими руками и при соприкосновении с плоскостью абразива рабочей кромкой, сверло начинают поворачивать по задней стороне и формируют конус.
При этом методе отрывать инструмент от наждака нельзя. Каждый подход стартует с рабочей кромки и завершается с полным поворотом до окончания задней поверхности.
После каждого этапа обработки, сверяйте углы сверла с шаблоном.
Большие сверла нельзя обрабатывать плоскостным методом, так как при этом сверло перегревается, а стружка не отводится из отверстия.
Основные элементы оснастки

Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Проверка правильности заточки сверла
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.

Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Виды изделий
Особенность сверла для бетона — наличие особой напайки, выполненной из сплава очень большой прочности, по твердости практически, как алмаз. Такие победитовые инструменты превосходят по прочности все прочие изделия.
Их можно классифицировать как:
- Сверло для дрели. Хвостовик конструкции выполнен в форме цилиндра или многогранника.
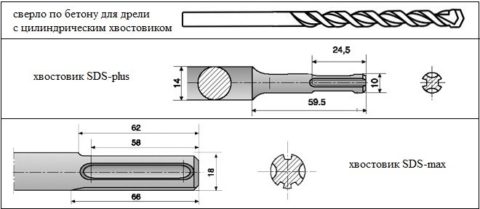
- Сверло для перфоратора. Хвостовик имеет форму цилиндра с выемками, а на его поверхности имеется маркировка SDS MAX или SDS PLUS.
Сделать отверстие в железобетоне, с использованием простой дрели, не всегда возможно. Для этого применяется перфоратор, с ударным сверлом для бетона, которое называется буром.
Чтобы представить, чем отличается бур от сверл для разных материалов, стоит познакомиться с тем, как выглядят эти инструменты:



Таблица 2 — сверла:



Виды заточки
Проектируя станок для заточки сверл своими руками, стоит учесть виды профилей. Они задаются производителем и остается только восстановить после «слизывания». Основных форм 5:
- Нормальный вид, маркирующийся буквой «Н». Самый распространенный тип, встречающийся на большинстве кромок до 12 миллиметров (для больших диаметров не подходит). При этом формируется только 2 режущие части и 1 поперечная.
- «НП» или нормальная с подточенной перемычкой. В этом случае поперечная короче. Подходит для кромок до 80 миллиметров, так как почти отсутствует нагрузка на заднюю часть.
- С подточкой перемычки и ленточки или «НПЛ». Необходима для сверления крупных отверстий в высокопрочной стали. Уменьшенные поперечные и ленты снижают трения.
- «ДП» или кромки с двойной подточкой. Кроме стандартных 2 кромок, есть еще дополнительные 4, представляющие ломаную леску. Активнее «вгрызается» в металл, снимая больше металла за 1 прокрут.
- Похожая кромка, но имеющая проточку ленты называется «ДПЛ». Сила трения дополнительно снижает трение.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:

- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
В быту корпус делают из стальной профильной трубы. Отверстия размечают так, чтобы их направление составляло 60 градусов, относительно продольной оси.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
Как проверить правильность затачивания сверла по металлу
Чтобы быстро проверить, насколько правильно заточено сверло применяют специальный шаблон. Его достаточно просто сделать самому. Как выглядит подобный шаблон приведено на рисунке.

- шаблон для проверки;
- контролирование длины режущих кромок, a также угла при вершине;
- контроль угла наклона, который имеет винтовая канавка;
- проверка угла, который имеет поперечная кромка.
Изготавливают такой шаблон из листового металла, например, нержавеющей стали, алюминия, меди. Толщина металла один миллиметр. Таким шаблоном:
- можно контролировать угол, который образуется между режущей кромкой и перемычкой;
- можно контролировать угол при вершине;
- можно контролировать длину режущих кромок.

Также можно контролировать задний угол. Поскольку сделать это непосредственно очень трудно, то измерение происходит опосредовано путем измерения угла заострения.
Проверить, правильно ли произведена заводская заточка предельно легко– достаточно просверлить любой мягкий металл на глубину в 1 сантиметр, a затем замерить диаметр полученного отверстия. Он должен точно совпадать с заявленным диаметром сверла по металлу. Неправильно произведенное затачивание режущих кромок, когда их клины неодинаковы, или они заточены под разными углами в отношении оси сверла будет вызывать биение инструмента, в результате чего диаметр отверстия получится больше.
Пробное сверление также выявляет неправильности заточки посредством контроля выхода стружки. В случае неодинаковой заточки перьев, выход из соответствующей канавки стружки будет меньше у испытывающего меньшие нагрузки.





