Монтаж пластиковых труб для водопровода: 3 способа, советы и цены
Содержание:
- Почему полипропилен
- Как пользоваться?
- Сварка полиэтиленовых труб
- Подготовительные работы
- Этапы пайки
- Особенности технологического процесса сварки
- Способы соединения труб
- Сварка труб из полипропилена
- Сваривание своими руками
- Виды и назначение
- Самостоятельная сварка пластиковых труб большого диаметра
- Сфера применения
- Подготовка оборудования
- Процесс изготовления
- Распространенные ошибки при сварке пластиковых труб
- Холодная пайка
- Заключение
Почему полипропилен
Сегодня производители труб предоставляют огромный ассортимент продукции для прокладки водопровода, канализации или монтажа систем отопительных. Можно приобрести металлопластиковые, металлические, или полипропиленовые трубы. Сегодня все большее количество потребителей предпочитают выбирать полипропиленовые трубы, которые имеют массу преимуществ:
- не подвергаются коррозии;
- просты в установке;
- не требуют постоянного ремонта;
- долговечны и надежны в эксплуатации;
- могут быть проложены внутри стены или пола;
- стоят существенно дешевле, чем металлические трубы.
Полипропиленовые трубы можно использовать для установки систем отопления, для водопроводных труб и для канализации.
Как пользоваться?
У насадки для сварки пластиковых труб необычный вид – большой плоский цилиндр. Зеркальная насадка имеет отверстия с двух сторон и применяется для стыковой пайки. Соединяемые торцы труб одновременно прижимаются к сторонам форсунки и нагреваются до состояния пластического соединения. Затем узкое сопло убирается, и разогретые торцы с силой прижимаются друг к другу до охлаждения.
Торцовое соединение делается только на промышленном оборудовании. Усилия рук не хватит для удержания труб с нужным давлением.
Насадки для строительного фена входят в набор инструмента. Это в основном простые форсунки, с помощью которых можно нагреть небольшой участок и ободрать краску. Для сварки линолеума и пайки труб форсунки необходимо покупать или делать самостоятельно.
Сварка полиэтиленовых труб
Данные трубы применяются для прокладки магистралей различного назначения (вода, газ, канализация). На практике применяют два способа сварки — встык и муфтами с нагревательной спиралью.
Сварка встык
Принцип данного способа основан на нагреве и плавлении торцов заготовок, которые после этого сжимаются с определенным усилием.
В результате получают достаточно прочное неразъемное соединение, способное работать при высоком давлении:
- В бытовых условиях применяют так называемое нагревательное зеркало (сковороду), которая помещается между трубами, которые впоследствии сжимаются вручную. Стоит сказать о том, что температура сварки пластиковых труб и продолжительность нагрева не могут быть выдержаны с высокой точностью. Поэтому желательно применять механизированные устройства для выполнения работ.
- В состав такого оборудования входят центратор, устройство для торцовки труб и сам нагревательный элемент. Заготовки вставляются в центратор, который фиксирует их и устанавливает точно друг против друга. Электроторцовка обеспечивает ровность края трубы, с ее помощью достигается идеальный прямой угол торца (по отношению к оси заготовки), что позволяет достичь максимального качества стыка.
- Между свариваемыми деталями размещается зеркало, которое плавит края труб. После определенного времени нагревательный элемент извлекается, а заготовки сжимаются с необходимым усилием при помощи механического или гидравлического привода.
Именно с применением такого оснащения и выполняется сварка пластиковых труб большого диаметра при прокладке магистралей.
Сварка электромуфтами
Для прокладки небольших линий применяют сварку электромуфтами. Такая муфта имеет встроенную электрическую спираль, за счет чего и обеспечивается нагрев пластика. Все данные о режиме сварки закодированы в специальном штрих-коде.
Спираль подключается к устройству автоматики, которое считывает информацию и подает на спираль необходимое напряжение, обеспечивая требуемую температуру плавления. Кроме того, осуществляется контроль и продолжительности сварки. Специалистами чаще всего применяется итальянская или французская машина для сварки пластиковых труб. Это оборудование отличается надежностью и высокой точностью.
На подготовленные трубы одевается муфта, вся конструкция фиксируется, чтобы предотвратить ее сдвиг. Спираль подключается к блоку управления, на этом вмешательство человека прекращается, сварка выполняется в автоматическом режиме.
Подготовительные работы
Прежде, чем начать сварку ПП труб, следует подготовить отрезки требуемой длины, обработать их края, очистить материал от грязи и жирного налета. Нанести отметку глубины вхождения трубы в фитинг.
Разрезание труб перед свариванием

Какой инструмент для этого используют, описывалось в предыдущих главах
Важно, чтобы срез был перпендикулярным к оси трубы, острые края исключены нанесением фаски, что обеспечит удобную вставку ее в полость фитинга. Необходимо удалить заусеницы и стружку, образованную при резке
Обезжириваем область сварки
Поверхность места сварки должна быть очищена от химических и механических загрязнений. Грязь удаляют ветошью. Для обезжиривания применяют изопропиловый спирт. Растворители, бензин, керосин использовать нельзя, они разрушают пластик.
Этапы пайки
Перед тем, как начать соединять трубопровод, рекомендуем немного потренироваться. Для этого:
- Возьмите трубы необходимого размера, при необходимости использовав ножницы для пластика.
- Очистите их от заусенец, пыли, грязи и иных посторонних веществ, обезжирьте поверхность кромок.
- Маркером отметьте место, которое будете расплавлять (место для расположения там фитинга), в случае, если вы осуществляете муфтовый способ соединения
- Закрепите паяльник для труб на столе. Как пользоваться паяльником для полипропиленовых труб конкретной модели указано в его инструкции.
- Выберите нужные по размеру насадки, закрепите их на аппарате для сварки пнд труб.
- Выставите необходимую температуру согласно таблице ниже. Средняя температура нагрева составляет примерно 260-270 градусов.
- Когда аппарат нагрелся (обычно об этом свидетельствуют погасшие лампочки спустя 2-3 минуты), нужно надеть трубу и фитинг на насадки и выдержать необходимое количество времени согласно инструкции или согласно таблице ниже. Если сварочный аппарат для пнд изделий нагревается дольше, значит, нужно выдержать больше времени. В случае, если температура в помещении ниже +20 градусов, время нагревания нужно увеличить. При недостаточном нагреве спаять делали у вас получится, но изделие будет некачественным. Такие же последствия будут, если детали перегреть. Это можно заметить, так как деталь становится слишком мягкой.
- Оперативно снимите детали с насадок и соединяете их друг с другом. Прилагаем немного усилий, сильно не давим и не вращаем элементы. Некоторые профессионалы при муфтовой сварке допускают совсем небольшие вращения, но лишь с целью «вхождения» одной детали в другую.
- Подождите несколько секунд и соединение готово.
- Остудите изделие, дав ему побыть в неподвижном состоянии. Это будет дополнительной гарантией качественного изделия.

Таблица соотношения показателей времени пайки в зависимости от размера трубы, необходимое время соединения и охлаждения.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4 |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Особенности технологического процесса сварки
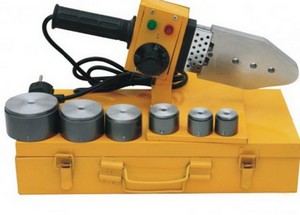 Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
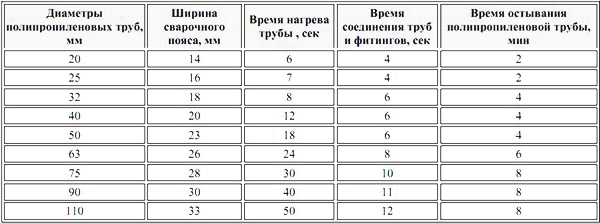 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Способы соединения труб
Образование единой системы трубопроводов из отдельных элементов выполняют несколькими способами. Это может быть сварка пропиленовых труб способом нагрева, соединение компрессионными фитингами, холодная сварка.
 Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Один из способов соединения пластиковых деталей – склеивание с помощью специальных клеевых составов. Их применение позволяет осуществить монтаж полипропиленовых трубопроводов быстро и при малых материальных затратах.
О способе сварки полипропиленовых труб своими руками для начинающих мы расскажем подробно в следующих главах.
Сварка труб из полипропилена
Высокая надежность таких швов позволяет выполнять скрытый монтаж трубопровода с заделкой труб в конструкцию здания. Наибольшую популярность сегодня получила технология неразборного соединения при помощи сварки с использованием соответствующих фитингов.
Общие правила работы
На сегодняшний день существует два способа соединения — это враструб и встык. При этом, вне зависимости от выбранной вами технологии, необходимо учитывать соответствующие правила, что позволит гарантировать великолепную прочность и долговечность сварного шва.
Все работы проводятся при плюсовой температуре. А вот выполнение их при отрицательных температурах неизменно приведет к проблемам с качеством работы, в итоге такое соединение быстро потеряет свою герметичность.
 Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Не рекомендуется использовать дополнительное охлаждение соединения с помощью холодного воздуха или воды. Такое резкое охлаждение шва приведет к появлению термического напряжения, что отрицательно сказывается на прочности сварки.
Соединение полипропиленовых труб враструб
Сварка враструб получила наибольшее распространение, что объясняется отличным качеством выполняемых работ и простотой используемого оборудования. Специальный паяльник имеет доступную стоимость, что позволяет приобрести такой инструмент даже обычному домовладельцу.
Выполнить качественное соединение можно даже без какого-либо существенного опыта работы. Необходимо лишь использовать специальные фитинги, отводы, тройники и углы, правильно подбирая их диаметр и материал, из которого они изготовлены.
Если говорить о преимуществах такого способа, то отметим следующее:
- качество соединения ппа;
- простота выполняемых работ;
- возможность использования дополнительных тройников и отводов;
- полная герметичность.

Процесс сварки враструб подразумевает оплавление краев сопрягаемых поверхностей с внутренней стороны
фитинга и внешней поверхности труб. При этом используется специальный паяльник, в патроны которого вставляются разогреваемые детали, после чего происходит их оплавление. Предлагаем вам простейшую инструкцию по выполнению такой работы.
Необходимо лишь соединить разогретые трубы и фитинги, после чего полипропилен будет соединен на молекулярном уровне, что и позволит обеспечить великолепную прочность такой сварки.
Отличием данного способа соединения от сварки встык является использование соответствующих фитингов, что обеспечивает улучшенную прочность конструкции и не требует выполнять центровку шва. При этом стоимость используемых фитингов находится на доступном уровне, что позволяет сократить расходы на прокладку такого трубопровода.
Технология сварки враструб
Данная технология соединения полипропилена используется в тех случаях, когда диаметр соединяемых трубопроводов может существенно различаться. При сварке враструб также нагревают кончики соединения, после чего соединяемые части вставляются друг в друга и оплавленный пластик прочно сваривается.
Сваривание своими руками
Чтобы не отвлекаться от монтажа трубопровода, необходимо предварительно рассчитать нужное количество труб, фитингов, крепежных элементов. Для этого составляют схему, где указывают повороты, ответвления, точки подключения приборов водопотребления.
 Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Сварка элементов трубопровода
Нагретые насадки сначала вставляют в фитинг, что бы расплавить его внутреннюю часть. Затем надевают на трубу, оплавляя ее снаружи. Выдержав нужное время, детали снимают и соединяют. Труба вставляется в фитинг на глубину, отмеченную на ней ранее. Детали не прокручивают, чтобы не нарушить стык. Шов застывает в течение 30 секунд.

Температура и время нагрева зависят от диаметра трубы и мощности сварочного аппарата. При выполнении работы следует руководствоваться данными таблицы 1.
Таблица 1
| Длина участка сварки, мм | Диаметр трубы, мм | Время нагрева, сек | Продолжительность стыкования, сек | Время остывания, сек |
| 14,0 | 20,0 | 6 | 4 | 2 |
| 16,0 | 25,0 | 7 | 4 | 2 |
| 18,0 | 32,0 | 8 | 6 | 4 |
| 20,0 | 40,0 | 12 | 6 | 4 |
| 23,0 | 50,0 | 18 | 6 | 4 |
| 26,0 | 63,0 | 24 | 8 | 6 |
При работе нужно помнить, что излишний нагрев пластика образует слабый стык, который разрушится при эксплуатации. Недостаточное нагревание деталей приводит к негерметичному соединению и просачиванию воды.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют 
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
https://youtube.com/watch?v=fKf2kG7gHvw
Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
Аппарат для сварки габаритных труб
Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата
Это важно для создания нужного усилия при стыковке частей.
Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей
После этого обработанных частей нельзя касаться руками.
Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
Самостоятельная сварка пластиковых труб большого диаметра Технология сварки пластиковых труб специальным сварочным аппаратом.
Сфера применения
Армированный трубный прокат из полипропилена используют для монтажа:
- систем отопления автономного и централизованного назначения;
- водоснабжения с горячей водой;
- коммуникаций на промышленных предприятиях, позволяющих перемещать агрессивные среды и жидкие вещества пищевого назначения.
Чаще всего продукцию приобретают домовладельцы. Ведь она отвечает современным требованиям. Изделия отличаются большим сроком службы. Это имеет огромное значение при монтаже тепловых контуров в частных домах.
Тем более системы из полипропиленовых труб со стекловолокном или алюминием можно самостоятельно смонтировать, без труда обслужить и даже отремонтировать.
Существенный перепад температур и большие нагрузки негативно сказываются на долговечности сетей из трубопроката, армированного алюминиевой фольгой или стекломатериалом.
Подготовка оборудования
Для создания единой конструкции из полимерных элементов используют расплавление их торцевых частей. После последующего быстрого соединения и застывания образуется однородное неразъемное соединение. Оно отличается надежностью, герметичностью. Его не надо дополнительно изолировать, защищать от внешних воздействий.

Инструмент для спаивания полипропиленовых труб
Чтобы получить именно такой результат, пайка полипропиленовых труб осуществляется с помощью специального инструмента:
Наименование инструмента/
приспособления
Предназначение и основные параметры
Важные особенности
Паяльник
В крупной выступающей части установлен мощный нагревательный элемент
При выборе аппарата следует обратить внимание на его качественные характеристики, рекомендации опытных мастеров по отношению к отдельным моделям. В стандартной комплектации должна быть подставка, которая используется для соединения элементов конструкции не «на весу»
Насадки
В них вставляют детали для нагрева. Они создаются со слоем тефлона на поверхности, чтобы предотвратить прилипание полимерных изделий при их расплавлении.
Как правило, производители включают насадки в один набор с паяльником
Надо проверять их соответствие размерам соединяемых деталей
Резак
Инструмент для создания заготовок из труб нужной длины
Специальный резак понадобится только для реализации масштабных проектов. Если запланированы сравнительно небольшие объемы работ вполне достаточно будет обычной ножовки с полотном для дерева
Шейвер
Этим инструментом снимают алюминий с труб многослойного типа
Если армирование металлом сделано внутри структуры изделий, либо вовсе отсутствует, такая оснастка не понадобится
Фаскосниматель
Еще один инструмент для подготовительных работ. Им снимают фаски на трубах
Он должен быть пригоден для работы с полимерами. С его помощью на трубах создают фаски, наклоненные на 15° (45°), углубленные в изделие на 2,5 мм (1/3 толщины стенки). Разница в приведенных цифрах объясняется отличными требованиями немецких и отечественных стандартов. Выполнять можно те, либо другие правила, только не одновременно
Они создаются со слоем тефлона на поверхности, чтобы предотвратить прилипание полимерных изделий при их расплавлении.
Как правило, производители включают насадки в один набор с паяльником. Надо проверять их соответствие размерам соединяемых деталей
Резак
Инструмент для создания заготовок из труб нужной длины
Специальный резак понадобится только для реализации масштабных проектов. Если запланированы сравнительно небольшие объемы работ вполне достаточно будет обычной ножовки с полотном для дерева
Шейвер
Этим инструментом снимают алюминий с труб многослойного типа
Если армирование металлом сделано внутри структуры изделий, либо вовсе отсутствует, такая оснастка не понадобится
Фаскосниматель
Еще один инструмент для подготовительных работ. Им снимают фаски на трубах
Он должен быть пригоден для работы с полимерами. С его помощью на трубах создают фаски, наклоненные на 15° (45°), углубленные в изделие на 2,5 мм (1/3 толщины стенки). Разница в приведенных цифрах объясняется отличными требованиями немецких и отечественных стандартов. Выполнять можно те, либо другие правила, только не одновременно
Процесс изготовления
Чтобы не возникали ошибки при работе, необходимо соблюдать правильную последовательность действий:
- Для начала потребуются 2 заготовки из алюминиевой пластины: держатель для насадки и подложка для термостата.
- Из листа текстолита делаются ножки и корпус для термостата.
- Далее термостат плотно прикрепляется к ручке кипятильника. К его выводам нужно подключить лампу-индикатор.
- Полученную конструкцию необходимо плотно закрепить при помощи термоскотча.
- Верхняя и нижняя части соединяются при помощи болтов и гаек через изоляторы.
- Для подключения нужно разорвать питающий кабель и припаять провода, а затем заизолировать.
- После этого нужно взять изоляторы, алюминиевую пластину и текстолит и сделать ножку для паяльника.
- Берется насадка на 25 миллиметров и закрепляется в спирали кипятильника. Сверху нужно плотно закрепить алюминиевую пластину, которая должна быть согнута в виде буквы «п». Соединяющие места нужно смазать термопастой.
- Можно сделать дополнительный радиатор, для этого нужно намотать толстый провод на внешнюю алюминиевую пластину.

Вот такая непростая конструкция получилась. Главное — соблюдать точную последовательность действий и обязательно выйдет качественный самодельный паяльник. Теперь не придется беспокоиться о том, что требуется сделать стойку из полипропилена, а инструментов под рукой нет.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре
Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко
Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно
Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.
Заключение
Пайка термопластичных пластмасс (а также ПВХ или Экопластов) очень похожа на сварку металла в том смысле, что нужно знать, какой тип пластика используется, какова его температура плавления и как правильно выполнить сварное соединение. Следует помнить, что пластиковые сварные швы весьма похожи на металлические, и что процесс шлифования и чистовой обработки должен быть выполнен до того, как сварка будет завершена.
Считают, что полипропилен можно использовать и при сварке металлопластиковых труб. На самом деле этого делать нельзя, поскольку прочность гетерогенных соединений всегда ниже, чем гомогенных.
Термопластичным полипропилен назван потому, что, когда его нагревать до достаточно высокой температуры, материал размягчается, текучесть его увеличивается, и интенсифицирующая диффузия молекул делает возможным прочное неразъёмное соединение.








