Обозначение сварных швов на чертежах
Содержание:
- Обозначение
- Положение электрода во время сварочного процесса
- По пространственному положению
- Дефекты сварных соединений при неправильных расчетах
- Общая характеристика
- Сварное соединение, форма шва и изображение на чертеже
- Типы сварочных соединений и условные обозначения
- Как на чертежах изображают сварочные швы
- Какие бывают сварочные швы и соединения, классификация
- Создание чертежей с применением САПР
- Сварки протяженных швов
- Дефекты швов
- Понятие катета и общепринятые нормативы
- Имеющиеся положения
Обозначение
Имеющаяся классификация сварных швов содержит обозначение положение при сварке. Каждому виду присваиваются цифры и буквы, которые четко указывают на разновидность шва. Эти обозначения указываются в чертежах на изделия, где присутствует сварное соединение. Сварщик при обучении своей профессии обязан изучить обозначения положений шва при сварке и доказать свои знания на экзамене. Это даст ему возможность без труда «читать» чертеж на изделие и делать практические выводы.

Принцип присваивания буквенного обозначения достаточно прост. Используется первая буква слова, обозначающего положение шва в пространстве. Существует не так уж много видов положения шва в пространстве, поэтому буква «В» будет однозначно восприниматься как вертикальный, а буква «П» как потолочный. Имеется более подробная градация, где основная буква пишется мелким шрифтом, а перед ней ставится большая буква «П», обозначающая «полу».
Обозначения могут иметь более подробный характер, когда в них указывается вид соединения или направление сварки. Так, например, П2 означает, что соединение тавровое потолочное, а положение при сварке В1 указывает на то, что при вертикальном положении шва сварка ведется способом снизу вверх. Положения при сварке Н1 и Н2 оба свидетельствуют о нижнем положении. Но дальше имеются различия.
Положение при сварке Н1 означает, что положение нижнее, а дальше два варианта: первый — стыковое, второй — «в лодочку». Н2 — нижнее положение при тавровом соединении. Н45 положение при сварке является переменным. Такое положение используется для сварки труб, когда их оси имеют наклонное положение на 45 градусов. Сварка при этом осуществляется без их поворота.
Когда приобретаются электроды, выпущенные иностранными производителями, положения швов, для которых они предназначены, указаны стрелками, в чем не трудно разобраться.

Обозначения имеются также в зависимости от свариваемых деталей.

Введение общепринятых обозначений систематизирует понятия о различных положениях при сварочном процессе. Сварщикам необходимо пройти аттестацию, которая начинается с экзамена по практике. Если он пройден успешно, то кандидат должен ответить на теоретические вопросы по основам сварочного дела. Они могут различаться в зависимости от направления, выбранного будущим сварщиком. Но существуют общие вопросы, знание которых является обязательным. К таким вопросам относится обозначения швов при различных пространственных положениях сварки.
Положение электрода во время сварочного процесса
Наклон электрода зависит от видов сварных соединений и швов. Угол наклона влияет на скорость разогрева металла. При дуговой сварке для того, чтобы зажглась дуга, электрод следует держать перпендикулярно. Затем необходимо осуществлять небольшой наклон. Сварочный шов получится более качественным, если сварку проводить короткой дугой.

Применять сварку способом «углом вперед» имеет смысл, когда процесс осуществляется в труднодоступных местах. Однако, способ не лишен недостатков. Процессу сварки будет мешать жидкий шлак, находящийся все время впереди. Сварная дуга может или совсем погаснуть, или начать «блуждать». Качество шва может быть значительно снижено, если появятся пропущенные участки.
Способ «углом назад» находит применение в угловом варианте и при соединении стыков. При сварке под прямым углом электрод держат перпендикулярно поверхности. Это позволяет контролировать жидкий шлак и следить за тем, чтобы он перемещался вслед за сварочной ванной. На качество шва это будет оказывать благоприятное воздействие. Если шлак окажется перед электродом, то это можно исправить, перейдя на некоторое время на способ «назад углом».
По пространственному положению
Последующая классификация швов и соединений осуществляется по месту наложения в пространстве. Их делят на:
- Нижнее. Часто встречается на заводах и крупных производствах. Обеспечивает равномерное распределение расплавленного металла, с минимальным количеством потеков и наплывов. Чтобы сваривать большие изделия в нижнем положении применяются вращающиеся кондукторы. Электрод или горелка всегда направлен сверху вниз. Так можно выполнять все виды стыков по способу соприкосновения друг с другом (углом, внахлестку, и т. д.).
- Вертикальное. Отличается повышенной сложностью и требует определенных навыков. Применяется при сварке труб (прохождении швов по бокам) или скреплении больших конструкций, за невозможностью перевернуть их для нижнего положения. Требует большего времени для наложения шва, меньшей силы тока, и прерывистой дуги, для предотвращения потеков. Электрод направляется снизу вверх. Так же ведется и сварка.
- Горизонтальное. Используется при соединении вертикальных труб или листов металла. Чревато потеками при медленном ведении шва, или не проваренными местами при быстром проходе. Для удобства стороны выставляются со смещением в 1 мм, чтобы образовалась «ступенька» для задержки накладываемого металла. После наложения шва разницу в выступлении поверхностей на 1 мм не видно.
- Потолочное. Самое трудное для сварщиков, но доступное после того, как специалист освоит вертикальный метод. Шов наносится прерывистой дугой, на меньшей силе тока. Используется при сварке труб, когда возможность провернуть изделие отсутствует. Активно применяется на строительных площадках в монтаже потолочных швеллеров и балок.
Дефекты сварных соединений при неправильных расчетах
В случае со сварочными металлоконструкциями следует понимать, что эффективная и безопасная их работа и расчет угловых сварных швов, стыковых, тавровых или нахлесточных непосредственно взаимосвязаны между собой. Если проигнорировать или же неправильно выполнить исчисления, то существенно повышаются риски образования дефектов и неточностей в готовом изделии.
Чаще всего возникают следующие браки:
- подрезы. Образуются по линии соединения или возле него канавки, приводящие к быстрому разрушению конструкции;
- поры. Визуально они практически незаметны, возникают вследствие проникновения газов, образующихся в процессе плавления электрода и металла;
- непровары. Участки, на которых недостаточно расплавился металл, в результате чего на варочном стыке возникли пробелы;
- сторонние включения. Одна из наиболее опасных ошибок, вследствие которой значительно понижается прочность соединения и со временем в нем возникают трещины;
- холодные и горячие трещины. Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.
Избежать всех этих дефектов можно если предварительно выполнить вычисления по существующим формулам. Это поможет создать качественные соединения, способные выдерживать критические нагрузки и усилия при эксплуатации конструкции.
Общая характеристика
Стыковую сварку можно и удобно применять для соединения деталей по торцам, поэтому чаще она применяется при изготовлении инструмента, для соединения листовых деталей, труб, звеньев цепей и т. п. Кроме малоуглеродистой стали, стыковой сваркой могут свариваться также и цветные металлы, высокоуглеродистые стали и даже чугун.
Схема стыковой сварки приведена на рис. 1.

Виды стыковой сварки
В обоих случаях каждый из двух стержней, подлежащих сварке, зажимается в электродах машины, представляющих собой тиски с медными губками, присоединенными к зажимам сварочного трансформатора. Одна пара губок может передвигаться вдоль оси стержней.
Сварное соединение, форма шва и изображение на чертеже
Разобравшись с процессом ручной дуговой сварки, в процессе которого образуется шов, перейдем к рассмотрению основных зон сварного шва и его формам.
Сварное соединение включает четыре зоны металла:
| 1) Зона сварного шва — это сплав, образованный расплавленным основным и наплавленным металлами. | |
| 2) В зоне сплавления, где нагрев ниже температуры плавления, находятся частично оплавленные зерна металла на границе основного металла и металла шва. Зерна металла здесь разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны. | |
| 3) Зона термического влияния — это участок основного металла, не подвергшийся расплавлению. Структура и свойства данной зоны меняются в результате нагрева при сварке. | |
| 4) Часть основного металла, прилегающая к зоне термического влияния. |
Различают лицевую и обратную стороны шва. За лицевую сторону в одностороннем шве принимается та, с которой производится сварка. В двухстороннем шве с несимметричным скосом — сторона, с которой производится сварка основного шва. В двухстороннем шве с симметричным скосом — любая сторона.
Стороны сварного шва
По форме наружной поверхности сварные швы бывают:
| 1 — 2 — 3 — выпуклый шов. При его остывании усадка (обозначено пунктиром) проходит спокойно. Пунктирная линия шва короче первоначальной, поэтому растягивающее напряжение в сварном шве не возникает. | |
| 1 — 4 — 3 — вогнутый шов. Усадка шва протекает с удлинением кривой контура, поэтому может возникнуть местный разрыв и трещина. |
Основные геометрические параметры стыкового шва по ГОСТ 2601 – 84:
| S — толщина свариваемого металла. | |
| e — ширина сварного шва. | |
|
g — выпуклость стыкового шва — наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей. |
|
|
h — глубина провара (глубина проплавления) — наибольшая глубина расплавления основного металла. |
|
| t — толщина шва (g + h). | |
| b — зазор. |
Основные геометрические параметры углового шва по ГОСТ 2601 – 84:
|
K — катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали. |
|
| g — выпуклость шва. | |
|
Hp — расчетная высота углового шва — длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. |
|
| a — толщина углового шва (g + p). |
Видимые сварные швы на чертеже изображаются основной линией, а невидимые — штриховой:
Обозначение шва на чертеже
Типы сварочных соединений и условные обозначения
Для качественного соединения отдельных элементов при создании металлоконструкций необходимо иметь подробное описание каждого стыка. Для этого выполняется состоящая из чертежей конструкторская документация, в которой все условные обозначения сварных швов должны соответствовать ГОСТам.
В зависимости от способов стыковки свариваемых друг с другом элементов различают несколько видов соединений. Наименования, особенности и обозначение сварочных швов на чертежах можно посмотреть в таблице ниже.
| Типы швов | Характеристики | Сварочный шов на чертеже |
| Стыковой | Расположенные в одной плоскости детали свариваются по прилегающим торцам. Чтобы стыки получались ровными и прочными необходимо перед соединением обработать стыковые кромки | С |
| Угловой | Детали соединяются по наклоненным один к другому торцам, угол между которыми должен составлять более 30° | У |
| Торцевой | Соединяются торцы элементов таким образом, чтобы между собой соприкасались боковые поверхности | С |
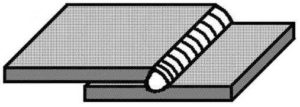
| Нахлесточный | Одна на другую накладываются плоскости элементов. Используются в случаях, когда точность подгонки не является критичной | Н |
| Тавровый | К поверхности конструкции под углом или вертикально приваривается торец детали | Т |

Существуют также не предусмотренные ГОСТом особые виды швов, которые на схемах обозначаются символом «О».
Как на чертежах изображают сварочные швы
Требования к разработке рабочей документации и условное обозначение сварных швов на чертежах регламентированы единой системой конструкторской документации (ЕСКД).
Вне зависимости от способа сварки используется два основных типа линий, которыми обозначают сварные швы на чертеже:
- сплошные – для наружных видимых стыков;
- штриховые (пунктирные) – для невидимых соединений.
На представленном ниже фото можно увидеть какой линией изображают видимый сварной шов на чертеже и невидимый.

В обеих случаях обязательно должна быть выносная линия со стрелкой, указывающая на место расположения шва. Если стрелка указывает на видимый стык, то условное обозначение размещается над ней, когда невидимый – под ней.
Когда стык выполняется несколькими наложенными друг на друга проходами, то его называют многопроходной сварной шов, на чертеже при его обозначении указывается количество проходов.
Все соединительные стыки могут выполняться:
- односторонними. Образуются при сваривании деталей только с одной стороны поверхности, изображаются символами SS;
- двухсторонними. При создании такого типа соединений источник нагрева по верхней и нижней поверхностях поочередно перемещается и корень стыкового шва расположен внутри сечения. Символом BS изображается такая сварка на чертеже.
Чтобы обеспечить оптимальную глубину при сварке методом плавления необходимо осуществлять разделку кромок. При этом форма, угол вскрытия, притупление, ширина зазора и другие параметры зависят от сварочной технологии и толщины материала. Наиболее часто встречающиеся разделы кромок приведены на картинке ниже.

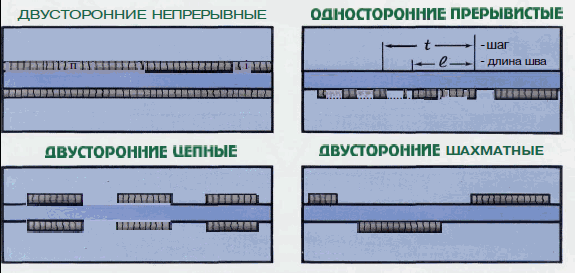
По характеру выполнения сварочные соединения разделяются на точечные, прерывистые и сплошные. Обозначение на чертеже прерывистого сварного шва являет собой сплошную линию при видимых стыках и штриховую – при невидимых. Прерывистые стыки создаются в шахматном порядке или цепными.
При любой сварочной технологии обозначение точечной сварки на чертеже выполняется знаком «+», который состоит из сплошных линий. Одиночные невидимые точки на конструкторских схемах не отображаются.
По форме разделки кромок
- Без разделки
Для того чтобы сварка методом плавления производилась на оптимальной глубине и максимально качественно, для этого необходимо разделить кромки. Это возможно сделать несколькими способами: - Односторонняя разделка
- 2х сторонняя разделка
По расположению
- Односторонние (SS) если предстоит сваривание деталей только с одной стороны
- Двусторонние (BS) для того, чтобы сделать именно такой тип соединения, необходимо перемещать сварочный аппарат поочередно с верхней части рабочей поверхности к внутренней. При этом внутри сечения будет находиться корень стыкового шва.
По способу выполнения (протяженности сварки)
- точечными;
- сплошными;
- прерывистыми (предусматривается определенный и постоянный интервал между касанием сварки
Обозначение прерывистого (не сплошного) сварного шва на чертеже — это сплошная линия (если это видимые стыки) а если они не видимы, то линия будет штриховая.
Данный вид шва в свою очередь делится на три подвида: точечный, цепной и шахматный
Какие бывают сварочные швы и соединения, классификация
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
|
№ п/п |
Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые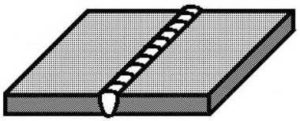 |
Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые | Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные
|
Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т)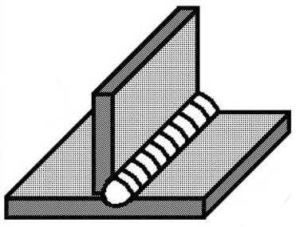 |
Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые | Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.
По степени выпуклости:
- Выпуклые – усиленные;
- Вогнутые – ослабленные;
- Нормальные – плоские.

На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
По положению в пространстве:
- Нижние – сварка ведется под углом 0° – наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные – сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° – наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.
![]()
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие – не > 25 см, при этом сварка производится способом «за один проход»;
- средние – длиной < 100 см – используется обратно-ступенчатый способ сварки, при этом строчка разбивается на малые отрезки длиной в 100-300 мм;
Все протяженные швы обрабатываются обратно-ступенчатым способом, от центра к краям.
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Сварки протяженных швов
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы :
- короткие швы до 250 мм спариваемые за один проход;,
- средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом;
- длинные швы свыше 1 метра рекомендуется варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками.
 Последовательность наложения сварных швов разной протяженностиНаправление сварки указана стрелками.1-5 – последовательность сварки в каждом слое. а) на проход; б) от середины к концам; в) обратно ступенчатым методом; г) от середины к концам обратно ступенчатым способом, двумя сварщиками
Последовательность наложения сварных швов разной протяженностиНаправление сварки указана стрелками.1-5 – последовательность сварки в каждом слое. а) на проход; б) от середины к концам; в) обратно ступенчатым методом; г) от середины к концам обратно ступенчатым способом, двумя сварщиками
При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок варят в направлении, обратном общему направлению сварки. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
Дефекты швов
Практически все виды сварочных швов и соединений после окончания процесса сварки имеют дефекты. Некоторые из них подлежат исправлению, а другие приходится отправлять в брак.

В нормативных документах указаны требования к сварным швам, которые определяют, какие дефекты в каких видах швов сварки допустимы и их геометрические параметры. Выполнение этих требований является строго обязательным, поскольку их наличие может вызвать при эксплуатации разрушение конструкции. ГОСТ 5264 определяет классификацию существующих дефектов. Допустимые отклонения от нормы должны быть указаны в чертеже на изделие.
Имеются причины, вызывающие различные виды дефектов. К ним могут относиться как объективные, например, некачественный материал или неисправность применяемого оборудования, так и субъективные — ошибки при проведении производственного процесса, недостаточная квалификация сварщика, нарушение технологического процесса.
К причинам возникновения дефектов также относятся: выбор электродов неправильного размера, включение на оборудовании несоответствующего виду сварки режима, колебания напряжения в электросети, неподходящая скорость процесса. К возникновению дефектов может привести отсутствие или недостаточность проведения предварительной подготовки. При проведении сварки на свежем воздухе могут неблагоприятно подействовать плохие погодные условия.
Перед началом сварки необходимо убедиться в исправности и работоспособности используемого оборудования. Не должен быть пропущен срок очередной поверки, что указывается в паспорте на него.
Имеется три вида дефектов, возникающих в результате сварки:
- местом расположения которых является наружная поверхность;
- внутри сварного соединения;
- сквозные.
Наружные дефекты хорошо видны при визуальном осмотре, с которого должен начинаться контроль получившегося при сварке соединения. К внешним дефектам относятся наплывы, трещины, выпуклости и углубления, подрезы, свищи. К ним также относится наличие в сварном шве участков, различающихся по ширине, а при угловых соединениях — разная величина катетов.
Причинами возникновения внутренних дефектов могу быть недостаточно качественный основной материал, нарушение технологии сварки. Трещины могут появляться не только на наружных поверхностях, но и внутри соединений, где они могут стать источниками растущего напряжения, что может привести к разрушению конструкции. Одна из причин их появления — чересчур быстрое охлаждение.
К внутренним дефектам относится непровар, который может появиться, когда на деталях была оставлена ржавчина или окалины. Еще одной причиной непровара может служить небольшая величина силы тока. Если обнаружен не проплавленный участок большой протяженности, то потребуется переплавка соединения.
Внутри сварного шва возможно образование пор, заполненных газом. Причина их появления — посторонние примеси и излишек влаги. Если нарушена технология, то внутри сварного шва могут появиться включения вольфрама и шлака.
Сквозные дефекты — это поры, проходящие всю толщину шва. Такой дефект можно обнаружить при визуальном осмотре.
Понятие катета и общепринятые нормативы
Формирование сварного шва начинается сразу с расплавом металла и заканчивается после его полного остывания. Принятой классификацией предусмотрена группировка сварных соединение по нескольким признакам:
- форма шва;
- длина;
- способ соединения заготовок;
- ориентация стыка в пространстве (вертикальный, горизонтальный и т.п.);
- количество положенных слоев.
В положениях ГОСТа есть определение каждого типа соединения, его основные характеристики, включая и катет сварочного шва.
Катетом принято считать сторону равнобедренного треугольника, который можно вписать в поперечное сечение сварочного шва. На рисунке данный параметр показан наглядно.
Важно правильно уметь рассчитывать его величину, так как от этого зависит прочность соединения. Если операции выполняются с заготовками разной толщины, то площадь сечения рассчитывается для более тонкой ее части
Умышленное увеличение катета расчетным путем не приведет ни к чему хорошему, поскольку никак не укрепит сварочный шов. В конечном итоге неоправданные манипуляции приведут к деформации конструкции.
В профессиональной литературе есть справочники, позволяющие проверить размер катета при помощи специальных шаблонов.
Имеющиеся положения
Пространственные положения при сварке имеют четыре варианта. Наиболее легко выполнимое из них — горизонтальное нижнее положение. Наиболее трудным считается тоже горизонтальное положение шва, но располагающееся наверху, и имеющее название полочного. Шов в горизонтальном направлении не обязательно выполняют внизу или наверху. Он может располагаться в центре вертикальной стенки. Оставшийся вариант принадлежит вертикальному положению.
![]()
Различные положения сварки в пространстве имеют свои нюансы при выполнении сварки. От вида положений зависит расположение электродов.
Нижнее
Такое положение является самым желанным для любого сварщика. Этот вариант применяют, когда свариваются несложные детали небольшого размера или, если к качеству шва не предъявляются строгие требования. Положение электрода при этом виде является вертикальным. В этом положении возможно сваривание, как с одной стороны, так и с двух.
На качество шва в нижнем положении оказывают влияние толщина свариваемых деталей, размер зазора между ними, величина тока. Этот метод имеет высокую производительность. Недостатком является возникновение прожогов. При нижнем положении можно использовать способы стыкового и углового соединений.
Горизонтальное
При таком виде соединяемые элементы находятся в вертикальной плоскости. Сварной шов расположен горизонтально. Электрод принадлежит горизонтальной плоскости, но расположен перпендикулярно шву. Затруднение при работе вызывает возможное расплескивание жидкого металла из сварочной ванны и попадание под действием собственного веса прямо на расположенную внизу кромку. Перед началом работы необходимо произвести подготовительные работы, а именно, подрез кромки.
Вертикальное
Свариваемые детали располагают в вертикальной плоскости таким образом, чтобы шов между ними также был вертикальным. Электрод при этом расположен в горизонтальной плоскости перпендикулярно шву.
Сохраняется проблема падения вниз капель раскаленного металла. Работу следует выполнять исключительно на короткой дуге. Это предупредит попадание жидкого металла в кратер шва. Рекомендуется применение электродов с покрытием, увеличивающим вязкость содержимого сварной ямы. Это будет значительно уменьшать стекание расплавленного металла вниз.
Из двух существующих способов перемещения по возможности следует выбирать движение снизу наверх. Тогда неизбежно стекающий металл будет при застывании образовывать ступеньку, препятствующую дальнейшему его сползанию. Это занимает длительное время. При использовании способа сверху вниз производительность увеличивается за счет снижения качества шва.
Потолочное
По сути, является горизонтальным швом, расположенным в неудобном для работы месте. Сварщику приходится длительное время пребывать в сложной позе с вытянутой рукой. От квалификации это, понятное дело, не зависит, но у опытных мастеров имеются свои приемы, облегчающие процесс сварки в этом положении. В любом случае необходимо периодически делать перерывы.
Положение при сварке деталей будет горизонтальным, а электрода — вертикальным. Шов расположен внизу кромок. Главный риск получения некачественного шва заключается в том, что жидкий металл стекает вниз, но не всегда попадает в сварочную ванну.
При потолочном способе ведения сварки следует использовать небольшой ток и минимально короткую дугу. Электроды должны иметь небольшой диаметр и тугоплавкое покрытие, удерживающее капли металла за счет поверхностного натяжения. Этот вид сварки является особенно нежелательным, когда предстоит соединение деталей малой толщины.





