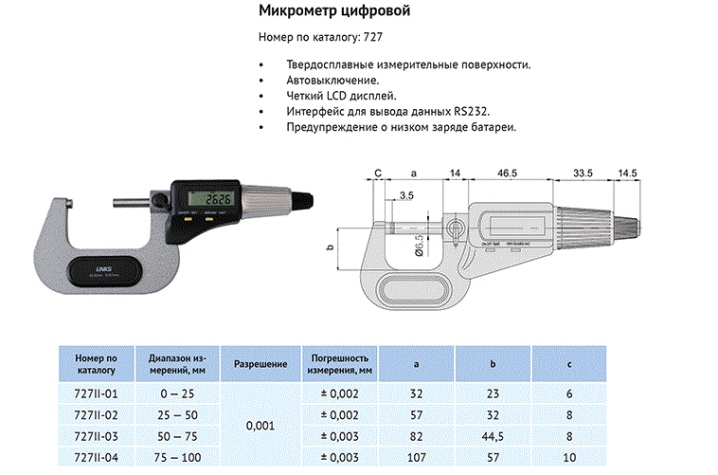
Микрометры. характеристики и виды
Содержание:
- Виды по способу индикации
- Что такое аналоговый микрометр и как он измеряет
- Диапазон измерений
- Устройство микрометра
- Как пользоваться микрометром
- Инструкция по пользованию
- Как выставить на ноль
- Конструкция инструмента и его применение
- Виды микрометров
- Виды микрометров по способу индикации
- Принцип работы микрометра и его устройство
- Поверка микрометра
- Микрометр – что это такое: немного об истории прибора
- Как читать микрометр, градуированный в 0, 01 мм
- Настройка прибора на ноль
- Порядок проведения измерений микрометром
Виды по способу индикации
Есть сразу несколько вариантов того, как определить показания микрометра. Обычно это осуществляется визуально, но можно ориентироваться или на деления разметки, или на цифры на дисплее – в зависимости от исполнения прибора. Рассмотрим вопрос снятия значений подробнее.

Аналоговые
Также часто называются механическими, потому что при их эксплуатации искомые показатели рассчитываются вручную, на основании данных с основной и/или дополнительной шкалы.
У них есть 2 важных практических преимущества:
- Надежность конструкции – функциональные узлы выполнены из металла, а в процессе сборки хорошо подгоняются друг к другу; поэтому инструмент сложно повредить – он не сломается, если упадет с верстака или случайно ударится обо что-либо.
- Доступная цена – они давно выпускаются, не содержат в своем составе дорогостоящих элементов и потому обходятся дешево (особенно с учетом долгого срока их службы).
Но есть и минус – не самая высокая точность. Нужно не только знать, как правильно работать микрометром аналогового типа, но и обладать некоторым опытом обращения с ним, чтобы фиксировать доли мм. Поэтому новичкам мы бы рекомендовали следующие модели.

Лазерные
На данный момент считаются самыми совершенными. Считывают все показания автоматически (что максимально удобно и быстро) по следующей схеме:
- узконаправленный луч проходит по всем поверхностям заготовки;
- определяется разница отклонений;
- на основании этого на дисплей выводится результат в виде итоговых цифр.
Пользователь практически не участвует в процессе, что исключает ошибку человеческого фактора
Это удобно, но важно понимать, что сам принцип измерения размеров микрометром лазерного типа подразумевает тонкую настройку программы, поэтому оператор все-таки нужен
При этом стоит такие модели дороже всего и требуют специализированного ухода, что несколько ограничивает сферу их эксплуатации
Как правило, их применяют не в быту, а в лабораторных условиях, когда важно обеспечить прецизионную точность

Цифровые
Ключевая их особенность – наличие дисплея, на который выводятся результаты. А главное преимущество – в показаниях вплоть до сотых и тысячных долей мм. Недостаток в том, что их сравнительно легко вывести из строя, намеренно или случайно повредив уже упомянутый экран. В остальном же им присущи те же свойства, что и механическим, и даже порядок измерения микрометром остается стандартным.
Рычажные
Они же часовые или стрелочные. Это улучшенная версия аналоговых. Их усовершенствовали, добавив специальную шкалу с наглядным указателем. Последний обеспечивает большую точность фиксации необходимых параметров. Минус только в том, что хватит одного случайного, но ощутимого удара по корпусу или падения с верстака, чтобы ориентир сбился, и тогда прибор придется отдавать в ремонт.
Ну и цена таких моделей в 1,5-2 раза выше базовых механических, хотя все равно считается достаточно доступной для покупки в бытовых целях (особенно если предполагается частая эксплуатация инструмента).

Что такое аналоговый микрометр и как он измеряет
Аналоговый микрометр еще называют механическим, так как он имеет простой принцип работы и конструкцию. Исходя из простоты конструкции, прибор долговечен, поэтому даже сегодня встречаются часто устройства, выпущенные еще во времена СССР. Механический микрометр устойчив к физическому воздействию, и ко всем преимуществам, можно прибавить относительно невысокую стоимость, которая составляет от 400-500 рублей в зависимости от модели.
Это интересно! На всех видах микрометров зажимы бывают разными, и представленные в виде рычажного переключателя или перемещающейся шайбы. Оба варианта фиксации являются надежными, но главный недостаток шайбовых устройств в том, что не видно, когда зажим включен.
Диапазон измерений
Логично выбрать такой прибор, который позволяет работать с наиболее актуальным для вас диапазоном длин. Поэтому на каждой модели микрометра указывается его диапазон в миллиметрах в виде специальной маркировки. В конструкции микрометра всегда существует ограничение хода микрометрического винта. Максимальная линейная длина, которую можно измерить с его помощью, всегда меньше расстояния от пятки до стопора.
Для распространённых нужд чаще используются модификации с диапазоном 0-25 мм (например, у гладкого микрометра будет маркировка типа МК 25) и 0-75 мм. ГОСТом предусмотрены и другие основные диапазоны до 900 мм включительно. С увеличением диапазона несколько увеличивается и допустимый предел погрешности. Например, МК 25 измеряет с точностью до 2 мкм. У микрометров с наиболее широким диапазоном (600-900 мм) предел погрешности может достигать 10 мкм.
У приборов с диапазоном более 50 мм есть установочная концевая мера, которая позволяет производить более точные измерения путём установки индикатора на нулевое деление. Такой механизм объясняется следующим. Чем больше диапазон измерения, тем существеннее деформация детали, а следовательно, и погрешность. Для того чтобы деформация как можно меньше влияла на результат замера, используются индикаторы двух видов.
- Часовые – имеют шкалу с ценой деления 0,001. Позволяют регулировать давление на микрометрический винт, чтобы деформация не была слишком большой. Во время проведения замера вращать барабан следует до тех пор, пока стрелка индикатора не будет на нулевом делении шкалы.
- Цифровые – работают по тому же принципу, но позволяют установить индикатор на ноль более удобным и быстрым способом.


Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.
Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.
Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.
Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.
Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.
Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.
Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.
Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.
Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле. Торец шпинделя это одна из измерительных поверхностей инструмента.
Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.
Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.
Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый. На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.
Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Популярное: Наждачная бумага: виды зернистости, форма выпуска и многое другое о популярном приспособлении
Как пользоваться микрометром
Принцип использования очень прост и в целом изложен в этом видеоуроке.
Если же разбить последовательность по шагам, она будет такой:
зажимаем скобу инструмента в тисках – это необходимо сделать, чтобы освободить руки и упростить процесс замеров;
зажать губками (пяткой и шпинделем) прибора измеряемую деталь
Очень важно не пережать, поскольку это приведет к срыву резьбы и полной непригодности микрометра к работе. Так называемый барабан крутится только до соприкосновения губок с деталью, далее в действие вступает трещотка
Фрикционные механизм не позволит увеличить усилие сверх нормативного и предотвратит порчу изделия. Признаком необходимости прекратить вращение фрикциона становится характерный треск;
далее по разметке шкалы на стебле и барабане определяется искомый размер.
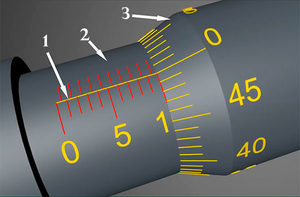
Для этого вначале отсчитывается целое количество миллиметров (на нижней шкале стебля), далее определяется количество половинок миллиметра (по верхней шкале) и сотых долей миллиметра по круговой шкале барабана. Полученные цифры суммируются.
В примере на иллюстрации выше целое количество отметок составляет тринадцать, после тринадцатой отметкой между ней и краем барабана есть отметка половины миллиметра. Положение круговой шкалы дает отметку 27 – то есть 0,27 мм. Соответственно, размер в целом составит 13,77 мм.
Для работы с цифровым микрометром выполняются пункт 2 и частично 3. Частично – поскольку нет необходимости отсчитывать деления, на дисплее сразу же будет отражено действительное значение размера.

Важно: при замере диаметра необходимо убедиться в том, что измеряется именно максимальный размер сечения цилиндрической детали. Соскальзывание губок прибора приведет к погрешности измерений.. Перед началом работы пятка и край шпинделя (насадки) очищаются от загрязнений, а прибор обязательно проверяется и калибруется
Перед началом работы пятка и край шпинделя (насадки) очищаются от загрязнений, а прибор обязательно проверяется и калибруется.
Инструкция по пользованию
 Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Проверка показаний
Рекомендуется выполнять не только в процессе приобретения прибора, но и постоянно перед выполнением измерений. Процедура проверки начинается с вращения барабана до момента смыкания пятки и плоского окончания микрометрического винта. Прибор работает исправно, если торец барабана останавливается на нулевой отметке шкалы стебля, а продольный штрих указывает на отметку «0» на барабане.
В случае невыполнения одного из условий необходимо произвести регулировку микрометра. Алгоритм выполнения самостоятельной регулировки выглядит следующим образом:
- Посредством стопорного устройства производится фиксация микрометрического винта. Измерительные плоскости при этом находятся в соединенном положении, или между ними зажимается концевая мера.
- При помощи специального ключа, входящего в комплект микрометра, выполняется разъединение микрометрического винта и барабана.
- Продольный штрих, нанесенный на стебле, совмещается с нулевой отметкой барабана.
- Прибор собирается в обратном порядке, после чего проверяется повторно.
Фиксация детали
Для проведения измерений деталь должна быть надежно зафиксирована измерительными поверхностями инструмента. Во избежание поломки микрометра и в целях получения максимально точных результатов необходимо придерживаться некоторых простых рекомендаций:
- Плотно прижав измеряемый предмет к пятке, не прилагая усилий, подвести плоскость винта микрометрического к краю предмета.
- Дальнейшее сближение измерительной поверхности винта с габаритом измеряемого предмета производить исключительно посредством трещотки.
- Серия щелчков сигнализирует о соприкосновении измерительных поверхностей с габаритами измеряемого элемента, и показания шкал микрометра соответствуют его размерам.
Снятие показаний
Снятие показаний начинается с наиболее крупного разряда, постепенно переходя к более мелким. В первую очередь фиксируется показания шкалы, расположенной на стебле. В качестве примера рассматривается модель «МК25−1», цена деления шкалы стебля которого — 0,5 миллиметра
Чрезвычайно важно понимать, что искомый показатель определяется предшествующим открытым делением
Как выставить на ноль
Это необходимо, чтобы исключить погрешности и сделать итоговые результаты более точными. Последовательность действий следующая:
- очищаете лапки уже описанным выше способом – листом тонкой бумаги;
- после сводите эти ножки, причем до упора;
- зажимаете винт, качественно, чтобы фиксация была надежной;
- убеждаетесь, что насечки на шкале соответствуют нулевой отметке.
Вы знаете, как использовать микрометр дальше. Но если риска не будет лежать на 0, придется вооружиться настроечным ключом, который входит в стандартный комплект любого аналогового или рычажного инструмента. Для этого понадобится просто подкрутить стержень до нужного положения.
Если же данный агрегат по каким-либо причинам отсутствует, потребуется отцентрировать накатку, сначала сняв, а затем вернув на место трещотку. Лишь после этого можно будет переходить ко снятию показаний, иначе в зафиксированных результатах не будет практического смысла, ведь из-за погрешности они не отразят реальные параметры объекта, что чревато браком при производстве.
Конструкция инструмента и его применение
Чтобы узнать, как пользоваться микрометром, необходимо сначала разобраться с конструктивными особенностями этого инструмента. Конструктивно он напоминает штангенциркуль, но с незначительными отличиями во внешности. Одно из самых главных отличий — это непонятная система исчисления, которая отображена на цилиндрическом основании. Многих вводит заблуждение такая конструкция, и возникает желание отказаться от проведения измерительных процедур. Однако все намного проще, и в материале подробно описан принцип использования микрометра для вычисления минимальных значений измеряемой детали.

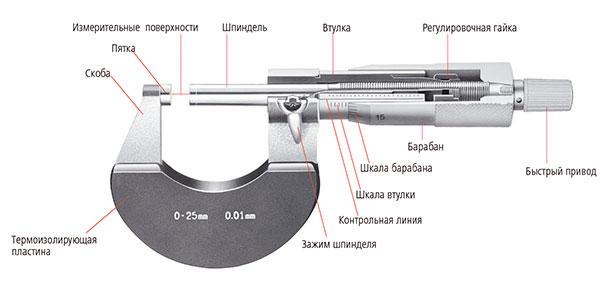
Рассматриваемый тип измерительного прибора состоит из целого ряда составных элементов. К таковым элементам относятся следующие детали:
- Скоба или основание, в котором размещается измеряемая деталь. Кстати размеры скобы бывают разными, что определяет возможность измерения деталей соответствующих размеров
- Пятка — это неподвижная часть (губка) на скобе, которая служит в качестве зажимного устройства при измерении деталей
- Подвижный винт или губка — он отвечает не только за прижим детали, но и за отображение соответствующих сведений, что зависит от размера детали
- Зажим — расположен на скобе, и служит для фиксации подвижной губки в соответствующем положении. Этот зажим нужен для того, чтобы при снятии замеров губка не сместилась со своего положения
- Шкала стебля — имеет горизонтальное расположение, и состоит из двух частей, разделенных линией. Нижняя часть отвечает за показания целого числа в миллиметрах, а верхняя за десятые доли. Прямая линия служит для проведения расчетов по нониусной шкале
- Барабан — цилиндрическая подвижная деталь, которая перемещается вместе с подвижной губкой. На барабане нанесена по окружности нониусная шкала (ее еще называют круговой), по которой определяются сотые и даже тысячные доли миллиметров
- Трещоточный узел — это механизм, который позволяет плотно зафиксировать деталь в губках, но при этом исключить ее деформирование. Трещотка выставлена на соответствующую силу момента, поэтому при плотном соединении подвижной губки со стенкой измеряемой детали, происходит ее прокручивание
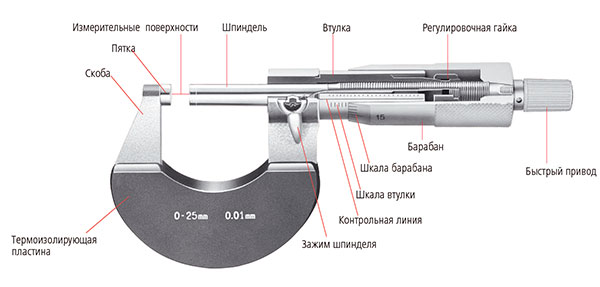
Прибор имеет простую конструкцию. В зависимости от видов, конструкция может несколько отличаться, однако один из первых измерителей был обычный прибор, как показано на фото выше. Такие устройства пользуются спросом и сегодня, и встречаются довольно часто в разных сферах. В домашнем хозяйстве микрометр также необходим, так как часто возникает необходимость измерить диаметр поршня или размер мелких деталей. Многие даже не знают, что можно измерять этим прибором, поэтому стоит разобраться.
Виды микрометров
Рассмотрим виды микрометров, предназначенных как для профессиональных, так и для бытовых целей.
По варианту индикации
По способу проведения замеров можно выделить несколько типов микрометров, каждый из которых имеет свои плюсы и минусы.
Механические аналоговые, со статической шкалой измерения
Именно такой прибор можно встретить в обычной мастерской.
Для измерений деталь помещается в измерительные тиски. Рукоятка с микрометрическим винтом проворачивается до касания к детали, далее матер снимает показания по рискам на шкалах.
Огромным преимуществом механического прибора является то, что ему не страшны падения. После такого ЧП необходимо лишь заново настроить прибор. Минус – относительно большой шаг измерений.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущества таких микрометров неоспоримы:
- Высокая точность.
- Цена деления 0.001 мм.
- Быстрота измерений.
- В любом положении из диапазона измерений можно выставить нулевое значение.
- Можно измерить деталь сложной формы.
Однако есть и существенные недостатки:
- Механическая уязвимость.
- Не измеряет внутренний размер.
- Высокая стоимость.
По области применения
Микрометры используются для контроля точности во многих сферах. Выделяют несколько видов приборов, в зависимости от области применения.
Гладкий микрометр
Это один из самых часто встречающихся приборов. Им измеряют плоские и круглые поверхности – размеры деталей и сечений.
Микрометр – зубомер
Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины.
Трубный микрометр
Им измеряют толщину стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Причем специальные насадки помогают измерять толщину даже кривых и неровных бортов. Щуп касается стенки точечно, благодаря своей форме.
Микрометр листовой
Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой.
Существует два вида таких приборов:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненными губками – для производства замеров изделий большой площади, на удалении от кромки.
Микрометр универсальный
Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора.
Проволочный микрометр
Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная.
Используется для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы.
Микрометр канавочный
Иногда можно встретить еще одно название глубиномер. С его помощью легко измерить глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина.
Резьбомерный микрометр
Шкала может быть, как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы.
Устанавливает предельные внешние размеры одной заготовки. Используются для вычисления габаритов.
Микрометр для горячего проката
С его помощью можно измерить толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо.
Микрометр – нутромер
Помогает измерять внутренние диаметры изделий. Используется для контроля качества изготовления деталей.
Добавим, что каждая группа имеет свои плюсы и минусы. К примеру, даже лазерный микрометр, приобретенный у неизвестного производителя, может выдавать ложные показания. При покупке обязательно необходимо проверить точность прибора.
Виды микрометров по способу индикации
По способу индикации микрометры делятся на 4 вида.
Аналоговые микрометры
Эти приборы наименее функционыльны, просты в исполнении и стоят недорого. Их главное преимущество — максимальная надежность. Если вы уроните прибор, его точность можно без проблем восстановить при помощи настройки и калибровки.

Фотография №12: аналоговый микрометр
Лазерные микрометры
Это наиболее современные, точные и дорогие представители измерительных приборов данной категории. В быту практически не используются. Требуют пристального ухода и тонкой настройки. Замеры проводятся на основании отклонений лазерных лучей.

Фотография №13: лазерный микрометр
Цифровые микрометры
Для замеров используется все тот же винт (как и у аналоговых моделей). Однако показания выводятся в виде точных цифр на специальных дисплеях.

Фотография №14: цифровой микрометр
Рычажные микрометры
Такие модели лучше аналоговых за счет отсуствия необходимости встматирваться в шкалы для фиксации показаний.

Фотография №15: рычажный микрометры
Принцип работы микрометра и его устройство
Данный прибор предназначен для линейных измерений (длины/ширины) объекта. Диапазон измерений и точность устройства зависит от его конструкции.

Основа прибора – подковообразная деталь (скоба), через отверстия в концах которой проходит ось перемещения винтовой пары. Винт (шпиндель), движущийся по неподвижно закрепленной гайке, позволяет прижать измеряемый объект к стационарной опоре (пятке) и тем самым определить измеряемый размер.
Поскольку при такой точности замера (до 2 мкм) важную роль играет температура замеряемой детали и, соответственно, ее температурное расширение, скоба прибора снабжена термоизолирующей пластиной. Это исключает влияние тепла человеческого тела на погрешность измерений.
Перемещение шпинделя пропорционально его повороту в гайке, поэтому для точного определения размера используется две шкалы. Одна разметка, двойная, нанесена непосредственно на стебле шпинделя и дает информацию о количестве полных оборотов винта. Нижняя ее часть дает информацию о количестве полных миллиметров измеряемого размера, верхняя — половинах. Вторая шкала, круговая (на скошенном барабане), позволяет мерить доли оборота, а именно сотые доли миллиметра.
Важно: поскольку винт с ходом более 25 мм и достаточно малым шагом изготовить крайне сложно, микрометры в основном выпускаются с шагом измерений в 25 мм.
Современные изделия с цифровым дисплеем также работают на винтовой микропаре, но данные измерений фиксируются автоматически и выдаются на дисплей, что заметно упрощает работу.
Поверка микрометра
Осуществление поверки микрометра регламентировано методическими указаниями МИ 782−85
Владение методикой поверки чрезвычайно важно как для специалиста, поверяющего инструмент, так и для квалифицированного работника, непосредственно проводящего измерения. Даже в процессе бытовой эксплуатации владение знаниями о поверочных мероприятиях приносит большую пользу. Обнаружение таких отклонений контролируемых параметров, как нарушение параллельности измерительных плоскостей, перекос измерительной плоскости винта и некоторые другие, служат очевидным сигналом о неисправности измерителя
Обнаружение таких отклонений контролируемых параметров, как нарушение параллельности измерительных плоскостей, перекос измерительной плоскости винта и некоторые другие, служат очевидным сигналом о неисправности измерителя.
Микрометр – что это такое: немного об истории прибора
В основе работы прибора простой, но эффективный механизм – винтовая пара. Все измерения проводятся контактным методом. Деталь зажимается тисками, а вращаемый винт в гайке, ширина шага которого варьируется, в зависимости от типа прибора, перемещается по оси.
Важно! Длина рабочего винта обычно составляет не более 25 мм, а микрометры производят различных типоразмеров, соответствующих диапазону измеряемых длин
Кстати, винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. В те далекие времени она входила в устройство прицелов для пушек, а также геодезических инструментов. Патент на микрометр получил француз Пальмер в 1848 году. Но широкого применения он не получил
Только через 19 лет американские инженеры Луснан Шарпе и Джозеф Браун обратили внимание на устройство и организовали серийное производство микрометров
Как читать микрометр, градуированный в 0, 01 мм
Шаг винтовой резьбы на метрическом барабане составляет половину миллиметра (0, 5 мм). Одна поворот барабана продвигает винт в сторону или от пятки ровно 0, 5 мм. Линия считывания на гильзе градуирована над центральной длинной линией в миллиметрах (1, 0 мм) с пронумерованным пятым миллиметром. Каждый миллиметр также разделен наполовину (0, 5 мм) ниже центральной длинной линии. Скошенная грань шкалы разделена на пятьдесят равных частей, каждая из которых составляет 0. 01 мм, а каждая пятая строка пронумерована от 0−50.
Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
Он также проходит мимо следующей градуировки на нижней стороне шкалы, таким образом, дополнительный 0, 5 мм. Наконец, выпуск 28 (. 28) на шкале совпадает с центральной длинной линией. Результат измерения будет 5, 00 + 0, 5 + 0, 28 = 5, 78 мм.
Настройка прибора на ноль
Когда микрометр перед измерением уже показывает минимальное значение, т. е. горизонтальная линия не совпадает с «0» на барабане, его необходимо отрегулировать. Для этого в каждом микрометре используется специальный зажим. Чтобы сделать настройку, закрутите его в сторону винта и вставьте отвёртку в отверстие зажима. Это не потребует больших усилий, чтобы повернуть зажим, который закрепит винт, и он тогда никогда не будет двигаться сам по себе. Более крупные устройства поставляются с эталоном для проверки правильности калибровки. При проверке обязательно нужно держать его между пяткой и винтом, слегка править и вращать барабан пальцами, аккуратно поворачивая его, когда он зажимается.
Со временем измерительные поверхности могут изнашиваться, что увеличивает расстояние между двумя измерительными частями, поэтому нужна регулировка:
- Поместить чистый лист бумаги между винтом микрометра и пяткой.
- Закрутить барабан на конце до тех пор, пока он не будет слегка зажимать бумагу.
- Медленно вытащить бумагу, чтобы очистить внутренние поверхности пятки и винта.
- Затянуть барабан немного, чтобы полностью закрыть прибор.
- Убедиться, что поверхность винта находится в контакте с пяткой.
- Сравнить индексную линию на шкале с нулевой линией. Если две линии не совпадают, отрегулируйте прибор.
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Читать также: Бензопилы штиль модельный ряд






