5 проверенных способов, чтобы паять без паяльника
Содержание:
- Пайка одножильных проводов
- Заточка жала
- Пайка алюминия
- Описание
- Как правильно паять паяльником: последовательность действий
- Самодельный паяльник из газовой зажигалки
- Выбираем канифоль и флюсы
- Как исправить микротрещины в пайке
- Демонтаж микросхемы с помощью иглы
- Лужение без паяльника
- Советы
- Что такое пайка
- Пайка электродеталей на универсальной плате
- Оборудование для пайки
- Краткая история пайки металлов
Пайка одножильных проводов
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.
Соединяем залуженные провода.
Наносим канфоль и спаиваем их с припоем от паяльника.
И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.
Финальный этап — термоусадка.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Пайка алюминия
Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и прочной оксидной пленкой. Детали нагревают в печи или газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачной бумагой, абразивным кругом или щеткой из нержавейки. При этом окисная пленка образуется вновь, но ее толщина значительно меньше предыдущей. Затем на место соединения наносится флюс и производится его подогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет плавиться.
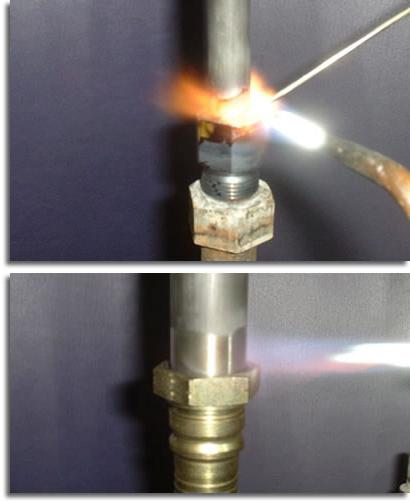
Припой для пайки алюминия при температуре 150-400 ºС может быть на основе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и требует дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и используются чаще. Сплавы алюминия имеют меньшую температуру плавления. Их паяют с печным подогревом, который точнее регулируется.
Описание
Припой оловянно-свинцовый ПОС 61 идеально подходит для использования в бытовых условиях. Этому способствует низкая легкоплавкость состава, за счет высокого содержания олова. Его температура плавления не превышает 200 градусов Цельсия.
Благодаря высокой текучести расплавленного состава, припой заполняет все щели и полости, обеспечивая высокие качественные характеристики соединения. Примененный состав относится к категории универсальных. С его помощью можно паять изделия из следующих металлов:
- сталь;
- медь;
- латунь;
- бронза;
На отечественном рынке имеется аналог данного припоя – ПОС 60. Массовая доля олова в его составе всего на один процент меньше.
Зарубежный аналог – Sn63Pb37, в составе которого содержится 63 % олова и 37 % свинца. Технические характеристики и сфера применения материала практически не отличается от ПОС 61.
https://youtube.com/watch?v=9el9PikObQY
https://youtube.com/watch?v=Qdzl7ZskqXo
Как правильно паять паяльником: последовательность действий
Большинство видов пайки происходит по одной и той же технологии, за исключением некоторых отличий. Освоив элементарные операции, намного проще научиться последующим методикам.

Лужение жала. Перед началом работы всегда требуется очищать жало до новой операции. При лужении нужно покрыть его тонким слоем припоя, чтобы улучшить свойства во время пайки, в частности, повысить теплообмен между припоем и спаиваемым материалом.
Разогрев. Жало должно быть хорошо разогрето перед использованием. Его температура по всей поверхности должна быть равномерной. Лучше всего, если устройство будет с регулятором температуры, в ином случае, придется следить за тем, чтобы жало не перегрелось.
Смазка платы. Плату необходимо промазать кислотой, чтобы можно было нормально работать без остановки. Если получилось слишком большое количество расходного материала, то его стоит убрать.
Чистка насадки. Верхняя часть насадки покрывается флюсом, чтобы поверхность была полностью закрыта, при этом не было остатков. Лучше всего удалять их при помощи специальной губки или тряпки.
Как паять плату
Чтобы разобраться, как правильно паять микросхемы паяльником, следует освоить несколько вполне простых, но очень важных этапов:
- Подготовка поверхности. Чтобы обеспечить прочный контакт, поверхность должна быть тщательно очищена от всего постороннего. В ином случае, на месте соединения повышается сопротивление. Для обезжиривания платы подойдет мыльный раствор, который нужно нанести салфеткой. Если схема загрязнена твердыми отходами, требуется применять специальный состав или ацетон.
- Расположение. После того как схема будет очищена, на ней нужно будет правильно расположить контакты. Начало процесса следует вести с мелких плоских деталей, после чего переходить к более крупным, таким как транзисторы, конденсаторы и прочее. Это необходимо для сохранности чувствительности компонентов. Благодаря правильному подбору мощности, температурное воздействие не влияет на свойства платы, только если совсем не переусердствовать с нагревом.
- Нагрев. Припой следует нанести на самый конец жала, чтобы увеличить теплопроводность металла в рабочем участке. Чтобы нагреть соединение, включенный паяльник нужно упереть жалом в компоненты платы. Как правило, хватает 2-3 секунд для достижения нужного результата.
- Нанесение припоя. Когда свинец полностью разогрелся, можно приступать к нанесению материала. Паять следует аккуратно, при этом необходимо следить за участком разжижения, чтобы перейти дальше, чем это требуется.
После окончания пайки необходимо удалить все лишние остатки. Это нужно делать только после полного остывания.
Советы и хитрости
Имея опыт, как правильно выпаивать микросхемы феном, и в совершении прочих операций с платами, можно выделить определенные особенности, которые помогут улучшить качество процесса. Сюда стоит отнести:
Необходимость держать наконечник в чистоте. Это позволяет сохранять свойства теплопроводности жала. Таким образом, нельзя запускать его состояние, чтобы пайка была качественной.
После окончания пайки места соединения стоит перепроверить
Это делается визуально с помощью лупы, чтобы там не было трещин и отслоений.
Чувствительные детали желательно ставить последними, а в первую очередь уделять внимание мелким соединениям.
Заключение
Есть масса способов, как без паяльника припаять провод к плате, или выпаять контакты со схемы с помощью подручных устройств. Они не отличаются высоким уровнем и надежностью. Лучше всего выбирать профессиональную технику, которая даст качественный и безопасный результат. Главное, чтобы паяльник обеспечивал тонкость работы с мелкими деталями.
Самодельный паяльник из газовой зажигалки
При необходимости оперативно произвести пайку, можно соорудить нехитрый паяльник из обычной газовой зажигалки. Для изготовления понадобятся:
- Зажигалка в прочном корпусе, способная выдерживать длительный нагрев. Лучше взять вариант «турбо», предназначенный для горения на ветру. У этих моделей более устойчивое пламя, и термостойкий пластик. В крайнем случае подойдет и обычная, только не одноразовая, которая расплавится за первую минуту горения. Металлический корпус выдержит длительный нагрев, но при этом сам станет горячим, и держать его будет неудобно;
- Медный пруток 3-5 мм в диаметре для изготовления жала. Можно взять кусочек силового провода, сняв с него изоляцию;
- Тонкая проволока для фиксации жала на корпусе зажигалки.
Импровизированный наконечник приматываем к корпусу тонкой проволокой как можно ближе к соплу зажигалки. Необходимо учесть, что палец, которым вы будете нажимать на кнопку, не должен касаться металлических частей конструкции.
Паяльник готов. Нагрев наконечника происходит за несколько секунд. Такой вариант, в отличие от прямого нагрева места спайки пламенем, позволяет паять на монтажной плате.
Выбираем канифоль и флюсы
Выбор флюса или канифоли зависит от того, какие материалы будут спаиваться:
- Луженые детали. В таком случае применяется жидкая канифоль. Заменить можно флюс-пастой, которая не высыхает и не требует удаления остатков. Канифоль гель имеет гелеобразную структуру, средство легко смывается водой.
- Работа с небольшими радиодеталями. Для этого подойдут активированные канифольные флюсы, например, ЛТИ-120. Положительными качествами обладает и Глицерин гидразиновая паста. Однако после использования этого средства детали нужно обезжиривать.
- Пайка железных, латунных и медных деталей маленьких размеров. Хорошо справляется с поставленной задачей Жидкая канифоль Люкс.
- Соединение массивных оцинкованных деталей. В таких случаях используют кислотные флюсы (ортофосфорную или паяльную кислоту, Фим). Кислотные составы работают быстро, поэтому металл не нужно долго нагревать.
- Пайка алюминиевых деталей. Чтобы спаять провода подобных типов, раньше обычно обрабатывали канифолью жало паяльника. Однако сейчас для работы с алюминием и медью используют флюс Ф-64, который обеспечивает хорошее сцепление металлов. Средство содержит ядовитые химические вещества, поэтому работать рекомендуется в проветриваемом помещении. Более безопасным считается флюс Ф-34, обладающий меньшей активностью.

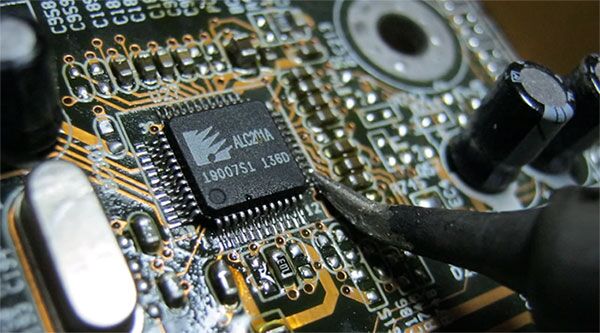
Как исправить микротрещины в пайке
Исправить микротрещины в припое чаще всего очень легко – нужно провести качественную пайку с хорошим флюсом.
Контакты DIP-корпусов микросхем и выводов радиодеталей можно пропаивать с твердым, гелевым или жидким флюсом. В любом случае он смачивает спаиваемые поверхности и способствует растеканию припоя. Также выводит примеси и воздух из полостей на поверхность припоя. После пайки флюс лучше смыть.


Многие дефекты пайки SMD компонентов устраняются быстро и просто. Контакты SMD элементов лучше пропаять с гелевым или жидким флюсом, избегая образования лишнего скопления припоя. Жидкий или гелевый флюс легче смыть после пайки.
Дефекты контактов BGA микросхем очень плохо поддаются исправлению без снятия микросхем с платы. Известна популярная методика прожарки и шатания микрочипов с гелевым или жидким флюсом. Однако такая процедура помогает ненадолго. Дело в том, что примеси и воздух из полостей в припое не может выйти при тех силах поверхностного натяжения, которые есть в шариках припоя. Даже с учетом повышения текучести за счет флюса.
Поэтому опытные мастера рекомендуют снимать микросхемы, удалять дефектные шарики припоя и формировать новые шарики . После подготовки контактов к пайке, монтаж осуществлять лучше всего на инфракрасной паяльной станции с соблюдением термопрофиля.

Посмотрите, как проводится профессиональная пайка:
Демонтаж микросхемы с помощью иглы
Часто радиолюбители для выпаивания микросхем используют иглу от медицинского шприца. Диаметр иглы подбирается таким образом, чтобы она вставлялась в отверстие на плате, а ножка детали проходила внутрь ее. Подобрав такую иглу, нужно надфилем сточить косой срез кончика до прямого угла.
Надев иглу на ножку микросхемы, необходимо нагреть паяльником место контакта на плате. Затем, пока припой находится в расплавленном состоянии, вращаем иглу аккуратными движениями и утапливаем ее в отверстие. В результате таких действий ножка детали оказывается изолированной от платы. Далее проделывается такая же операция с остальными ножками микросхемы.
Также для очистки контактов могут применяться специальные заводские приспособления.

Лужение без паяльника
Во время соединения между собой разнообразных участков конструкций механизмов либо деталей, на их поверхность предварительно наносится небольшой слой специального припоя. Такая процедура называется лужением. Благодаря лужению можно существенно улучшить контакт между соединяемыми деталями, а также повысить качество пайки.
Такую процедуру как лужение можно вполне успешно выполнить без такого инструмента как паяльник. Чтобы нанести тонкий слой припоя на детали необходимо взять небольшую металлическую емкость (можно использовать металлическую крышку из-под банки кофе) и насыпать в нее чистого олова либо оловянно – свинцового припоя. Также в емкость следует добавить немного канифоли.

Затем металлическую емкость нужно разогревать до тех пор, пока не начнет расплавляться помещенный в нее припой. Осуществлять нагрев можно благодаря простой свече, электрической либо газовой плите. Затем конец очищенного от изоляции провода необходимо поместить в канифоль, а потом в расплавленный припой приблизительно на 2 секунды. Затем провод следует извлечь из емкости с расплавленным припоем и при помощи обыкновенной тряпки потереть его. Это позволит устранить из поверхности провода лишние слои припоя.
Без применения пальника можно залудить небольшие участки плоских деталей. Для того на их поверхность необходимо поместить немного, заранее наструганного, припоя и канифоли. Затем деталь необходимо разогреть. Для этого нижнюю ее часть подносят к источнику огня. Разогревать деталь рекомендуется непосредственно в том месте, куда была насыпана канифоль вместе с припоем. После того, как припой полностью расплавится, его при помощи стального стержня, следует аккуратно, равномерно растереть по плоской поверхности детали.
Во время лужения деталей, изготовленных из стали, канифоль использовать не нужно. Однако участки и места стальных деталей, где будет производиться пайка или лужение, необходимо предварительно обработать, используя для этого специальную паяльную кислоту.
Советы
- Использовать спецодежду. При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
- Не оставлять паяльник сухим при нагревании. Необходимо всегда смачивать паяльник канифолью, это поможет избежать окисления.
- Выбирать паяльник лучше со сменным жалом, чтобы использовать разные формы.
- Лучше использовать разные температуры, для разных видов сплавов. Так можно сделать спайку намного качественней и долгосрочной.
- Использовать надежное освещение. Использовать настольные лампы и фонарики с внешними источниками питания. Это поможет продолжать работу на случай отключения электроэнергии.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников)
На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе)
Дело в том, что «крылатый металл» окисляется моментально.
Для обезжиривания точки соединения применяются специальные очистители: флюсы. Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей. Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев. Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Пайка электродеталей на универсальной плате
Итак, хватит теории, переходим к практике. Подберите подходящую универсальную монтажную плату. Она сделана из стекловолокна и в ней просверлено множество отверстий. Данная печатная плата двусторонняя, а это значит, что можем припаивать к ней элементы с обеих сторон. В односторонних универсальных платах припаиваем компоненты только с одной стороны, со стороны точек пайки — серебристые кольца вокруг отверстий.
Паяльник следует подключить к источнику питания (USB, станции или сети 220 В) и положить в безопасное место, жало должно находиться в воздухе, чтобы ничего не расплавить и не обжечься случайно коснувшись его (обожгётесь всё-равно, и не раз).

Паяльник на тарелке
Наконечник прогревается некоторое время. Пока просуньте ножки паяемого элемента через соответствующие отверстия в печатной плате. Также подготовьте канифоль.

Ножки резистора продеты через отверстия в универсальной плате
Теперь поднесите жало паяльника ближе к плате и припаянной ножке.

Использование паяльника для нагрева паяемых ножек резисторов
Затем коснитесь кончиком детали. Делайте это быстро, так как если удерживать жало слишком долго, расплавится слишком много всего. Весь процесс пайки одного припоя должен занимать от 2 до 3 секунд.

Припаяйте ножку резистора, одновременно приложив жало горячего паяльника и олово

Уберем олово, чтобы излишки не остались на месте пайки

Припаиваем вторую ножку резистора к плате
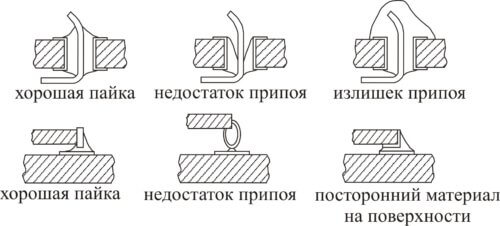
Правильная (слева) и неправильная (справа) пайка:

Ножки резистора припаяны к плате: левая — правильная; правильно — неверно (слишком много припоя)

а) правильно; b) неправильно (слишком много олова, припой похож на шарик); c) неправильно (слишком мало)
Используйте плоскогубцы, чтобы отрезать слишком длинные ножки припаянных компонентов.

Резка плоскогубцами возле торца слишком длинной ножки резистора

Паяный резистор с обрезанным выводом (левая сторона); длинный вывод (справа)
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
 Инструменты и расходные материалы для пайки
Инструменты и расходные материалы для пайки
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.

Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.

Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.

Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
 Паяльная паста Mechanic XGSP-50
Паяльная паста Mechanic XGSP-50
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.

Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.

Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.

Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.

Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.

Пайка медью началась несколько позже, и только десять столетий назад – латунью.







