Как сделать красивый и правильный сварочный шов, если нет опыта- совет
Содержание:
- Разновидности сварных швов
- Рейтинг бытовых сварочных инверторов
- Видео описание
- Чем обоснована надёжность сварки: основы сварочных работ
- Общие рекомендации
- Как научиться варить электросваркой
- Как варить вертикальный шов?
- Определение сварки аргоном
- Технология электросварки
- Что такое сварочный шов и как его сделать?
- Перемещение и угол наклона электрода
- Способы зажигания электрода и поддержание дуги
- Различные технологии
- Движения электродом
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.

Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.

Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Рейтинг бытовых сварочных инверторов
Все рейтинги обычно составляются на отзывах специалистов и обычных потребителей. И наш основан на них.
WESTER IWT200
Этот сварочный инвертор располагается в среднем ценовом диапазоне, поэтому не все домашние сварщики его выбирают. А зря. Вот его технические характеристики:
- сила тока максимальная – 200 А;
- работает при напряжении 170 В;
- мощность агрегата – 4,8 кВт;
- диаметры используемых электродов: 1,6-5 мм;
- вес – 5,87 кг;
- есть все функциональные возможности.
Очень важный момент – плата управления является отдельным элементом, что дает возможность упростить ремонт прибора. Единственный недостаток – прибор не предназначен для выполнения сложных сварочных работ.
Инвертер WESTER IWT200Источник www5.originalshopping.ru
Aurora MINIONE 1800
Это более дешевая модель, чем предыдущая, отсюда ее серьезная популярность среди дачников. Но это сварочный инвертор со стандартным набором функций и технических характеристик:
- номинальное потребляемое напряжение – 220 В ±10%;
- максимальная сила сварочного тока – 180А, его можно понижать до 20 А, что очень удобно;
- весит агрегат 5 кг.
Сварог PRO ARC 160
Ценовая составляющая средняя. Эту модель изготовили специально для того, что с ее помощью можно было проводить не только электросварку, но и аргонодуговую. Правда, для этого надо дополнительно прикупить вентильную горелку. Она в комплектацию инвертора не входит.
Что касается технических характеристик:
- напряжение в сети – 220 ±15%;
- сила сварочного тока от 10 до 160 А;
- диаметр используемых электродов от 1,5 до 3,2 мм;
- вес 4,7 кг;
- все функциональные возможности присутствуют.
Большое количество потребителей отметили, что инвертор часто отключается, если напряжение в сети падает, а сам процесс сварки проводился с использованием кабеля длиною больше 5 м. То есть два фактора играют здесь большую роль.
Сварочный прибор Сварог PRO ARC 160Источник qwerty96.ru
Ресанта САИ 190ПРОФ
Это один из самых дорогих сварочных аппаратов. Но он обладает отличными техническими характеристиками:
- минимальное напряжение питающей сети – 100 В;
- максимальная сила тока для сварки – 190 А;
- можно варить электродами до 5 мм;
- можно подключать к генератору мощностью до 4,6 кВт;
- все функциональные возможности присутствуют.
Эта марка в России очень популярна. И эта модель одна из лучших. Но в нашем рейтинге она не на самой вершине. Причина – несколько отрицательных отзывов на строительных форумах.
MARS MMA 2000
Многие могут сказать, что популярность этой модели зависит от стоимости, которая находится в низком ценовом сегменте. Но это не так на самом деле, потому что этот сварочный инвертор проявил себя только с положительной стороны. И об это свидетельствуют отзывы.
Что касается технических характеристик, то:
- сила сварочного тока в диапазоне 10-160 А;
- напряжение 220±10%;
- вес – 7 кг.
По сути, это модель со стандартными характеристиками, но очень надежна. У нее один из самых высоких коэффициентов полезного действия – 85%.
Инвертор сварочный марки MARS MMA 2000Источник shopzero.ru
КЕДР MMA 220F
Один из самых надежных аппаратов, цена которого находится в среднем сегменте. У него стандартная комплектация, но если отдельно приобрести горелку и баллон с газом, то можно получить аргоновую сварку.
Технические характеристики:
- работает при минимальном напряжении в сети – 140 В;
- сила сварочного тока в диапазоне от 20 до 220 А;
- диаметр используемых электродов 1,6-5 мм;
- вес – 5 кг;
- функции присутствуют в полном объеме.
Итак, мы обозначили рейтинг, который отвечает на поставленный темой вопрос, а именно, какой сварочный инвертор лучше. Конечно, рейтингом нельзя утверждать, что остальные модели и марки, присутствующие на рынке, хуже описанных выше.
И еще один момент. Ценовая составляющая, разделенная на сегменты, никоим образом не влияет на качество сварочных аппаратов. Просто в дешевых инверторах отсутствуют какие-то функции, ниже технические характеристики, слабее защита и так далее. Во всем остальном, это все те же сварочные приборы, которыми можно на дачах проводить сварочные работы без потери качества соединения.
Видео описание
В видео специалист составил свой рейтинг ТОП-5 сварочных инверторов:
На что рекомендуют обратить внимание специалисты, перед тем как выбрать инверторный сварочный аппарат. Если это касается технических характеристик, то на вилку питающего напряжения
Чем шире диапазон, при которых инвертор может работать, тем лучше. На силу тока. Чем больше этот показатель, тем шире предел проводимых сварочных операций. Функциональные возможности упрощают работу для новичков.
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.

Общие рекомендации

Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач
Наклон
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 30 до 60. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.
Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.
 Наклон сварки
Наклон сварки
Движения
При перемещении электрода важно учитывать следующие критерии:
следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками; скорость движения определяет на какую глубину будет проплавляться металл; формирование шва необходимо тщательно контролировать в процессе работы; важно не допускать приближение электрода к поверхности элемента ближе 2 мм; перемещение следует осуществлять только после формирования ванны
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
https://youtube.com/watch?v=N1Q5pQpXDmI
Основными рекомендациями можно назвать нижеприведенные моменты:
Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности
При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
В некоторых случаях исключить вероятность стекания металла невозможно
Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.

Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Определение сварки аргоном
В этом виде сварки электрическая дуга горит в среде инертного газа аргон, который защищает свариваемые поверхности от воздействия кислорода.
Иногда аргон заменяют гелием: он имеет аналогичные свойства, но стоит дороже, поэтому используется реже. Принцип работы в гелиевой и аргонной среде одинаковый.
Область применения
Данный вид сварки широко применяется не только на разных производствах в дуговой, плазменной или лазерной сварке. Домашние умельцы активно используют его в быту, для соединения высоколегированных сплавов и редкоземельных металлов. Газосварка является достаточно опасной, и хранить такое оборудование в гараже не стоит, но это не касается аргона, т.к. он полностью безопасен и не взрывается.
В продаже есть стальные баллоны с этим газом емкостью от 15 до 40 л. Если варить надо нечасто, можно приобрести небольшой резервуар, которого хватит надолго. Так как вредные токсины при работе с таким оборудованием не выделяются, рядом с ним неопасно находиться посторонним людям.
Общий принцип технологии
Инертный газ защищает место проведения сварочных работ от негативного воздействия кислорода. Из-за разности потенциалов между электродом и деталью появляется электрическая дуга и создается высокая температура. Кромки деталей начинают плавиться, в результате чего образуется сварочная ванна. В эту зону постоянно подают присадку, а также аргон под давлением: он защищает свариваемые материалы от окисления.
Принцип сварки основан на соединении поверхностей металлов в среде защитного газа.
Чтобы понять, как правильно варить аргоном, надо разобраться со строением главного рабочего элемента оборудования. Это горелка, в которой закреплены вольфрамовый неплавящийся электрод и сопло, через которое подается аргон. При небольшой толщине соединяемых заготовок сварка может выполняться без использования присадочного материала.
Подключение к электросети выполняют 2 способами:
- прямая полярность (на заготовку подают минус, а на рабочий стержень – плюс);
- обратная (здесь все наоборот, но это приводит к неустойчивому горению дуги и преждевременному износу вольфрама).
Свойства газа и влияние на металл
Благодаря физико-химическим характеристикам аргон не вступает в химические соединения с другими веществами: даже при высоких температурах он не взаимодействует с кислородом. Его возможно применять при сваривании разных металлов и сплавов в промышленных и домашних условиях. Инертный аргон практически полностью изолирует в сварочной ванне расплавленный материал от кислорода, имеющегося в воздухе, поэтому шов не окисляется.
Основные свойства аргона:
- почти на 40% тяжелее компонентов, входящих в состав воздуха, поэтому легко вытесняет их из зоны проведения сварочных работ;
- не принимает участия в непосредственной сварке металлов и никак не влияет на их структуру;
- в случае использования обратной полярности выступает в качестве электропроводной среды.
Особенности использования инвертора
При выполнении аргонодуговой сварки в промышленных и домашних условиях используют инвертор. Это оборудование служит для преобразования переменного тока в постоянный. В отечественных электросетях часто бывают скачки напряжения, но современные инверторы хорошо к этому приспособлены и обеспечивают стабильные выходные показатели.
При выполнении аргонодуговой сварки используют инверторы.
Используемые в данном виде сварки аппараты отличаются небольшим весом и габаритами, высокой надежностью и простотой обслуживания. Все это позволяет начинающим сварщикам легко освоить используемое оборудование и сам процесс аргоновой сварки.
Инверторная сварка нержавеющей стали в среде аргона, по сравнению с другими способами соединения таких сплавов, отличается простотой. Здесь сварщику надо только правильно двигать горелку вдоль шва.
Технология электросварки
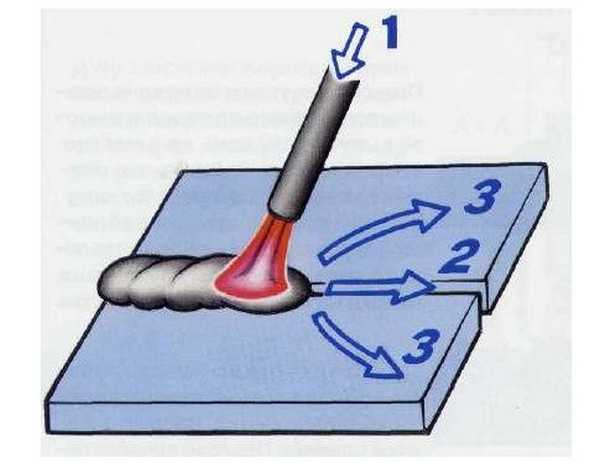
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.

Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
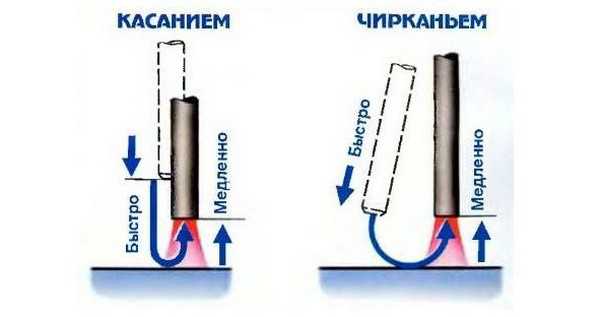
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.

Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Что такое сварочный шов и как его сделать?
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.

Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
 Движения электрода при сварке инвертором
Движения электрода при сварке инвертором
Перемещение и угол наклона электрода
Манипулировать электродом можно, перемещая его одним из следующих способов:
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.

Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.
Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.

Двигаться им можно в разнообразнейших направлениях — на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги

Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.

Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.
Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.

Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.
Способы зажигания электрода и поддержание дуги
Сварочную дугу принято зажигать кратковременным касанием электрода вплотную к изделию или «чирканием» электрода о поверхность металла по типу разжигания спички. Второй способ предпочтительнее, но им не всегда можно воспользоваться в стесненных условиях или труднодоступных местах.

Уроки сварки инвертором научат управлять длиной сварочной дуги для получения оптимального результата
Важно, чтобы держатель с электродом удобно располагался в руке. Допускается придерживать держатель или даже электрод второй рукой при необходимости – уроки сварки инвертором это подтверждают
Не каждый сможет совершить такие манипуляции с первого раза. Ведя электрод медленнее или быстрее, вы также сможете контролировать сварочный процесс и наблюдать полученный результат.
Не менее важно правильно закончить сварочный шов. Сварка инвертором для начинающих (видео-инструкция) продемонстрирует этот процесс для наглядности
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения — по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняют поперек направления сварного шва.

Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва
Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами — движениями налево или направо.
При сварке в вертикальном направлении направление движения шва — снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.






