Диаметр сверла под резьбу
Содержание:
- Приспособления
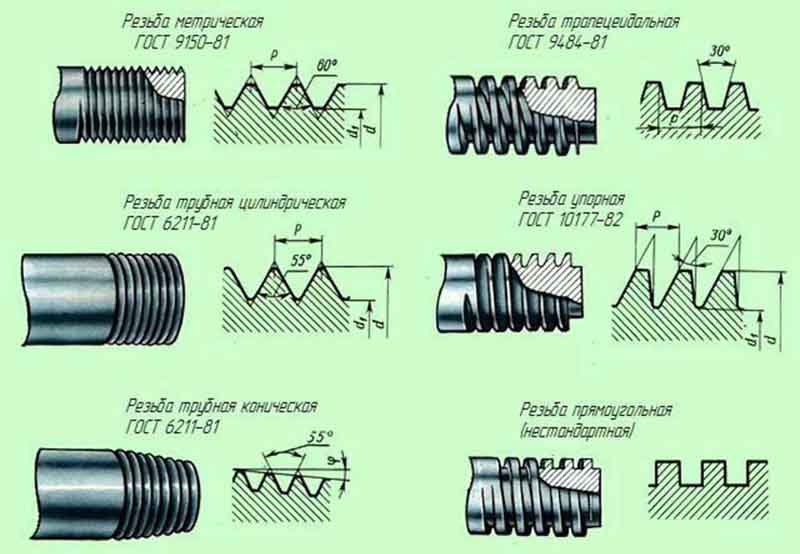
- Виды резьбы
- Определения шага резьбы болта:
- Резьба трубная коническая, R (BSPT)
- Особенности выбора сверла для нарезания
- Коническая резьба NPT/NPTF: основные характеристики и стандарты
- Условные обозначения дюймовой резьбы в международных стандартах
- Применение метчика
- Технология нарезания внутренней резьбы
- Трубная цилиндрическая резьба. ГОСТ 6357 — 81
- Разновидности резьбы
- Параметры резьбы и ее разновидности
- Метрическая коническая резьба. ГОСТ 25229 — 82
- Трубная дюймовая резьба
Приспособления
Ручные или автоматические способы нарезания обеспечивают результаты различных классов точности и шероховатости. Так, основным инструментом остается метчик, представляющий собой стержень с режущими кромками.

Метчики бывают:
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2 ʺ , трубной – 1/8-2 ʺ ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
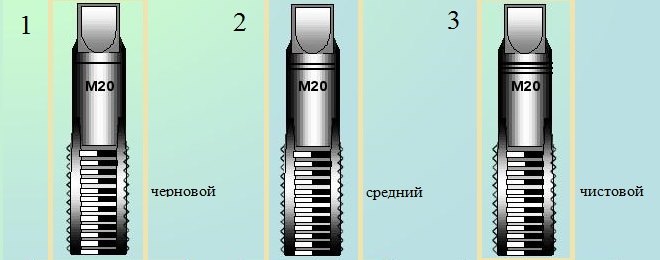
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.

При ручной нарезке, если шаг превышает 3 мм, то используют 3 метчика. Если шаг изделия менее 3 мм – достаточно двух: чернового и чистового.
Метчики, применяемые к малой метрической резьбе (М1-М6), имеют 3 канавки, по которым отводится стружка, и усиленный хвостовик. В конструкции остальных – 4 канавки, а хвостовик проходной.
Диаметры всех трех стержней под метрическую резьбу увеличиваются от чернового к чистовому. Последний стержень под резьбу должен иметь диметр равный ее номинальному.
Метчики крепятся в специальные приспособления – держатель инструментов (если он небольшого размера) или вороток. С помощью них осуществляется вворачивание режущего стержня в отверстие.
Подготовку отверстий к нарезке проводят с помощью сверл, зенкеров и токарных станков. Сверлением его образуют, а зенкерованием и растачиванием увеличивают его ширину и повышают качество поверхности. Приспособления используются для цилиндрических и конических форм.

Сверло представляет собой металлический стержень, состоящий из цилиндрического хвостовика и винтовой режущей кромки. К их основным геометрическим параметрам относятся:
- угол винтового подъема, как правило, составляющий 27°;
- угол заострения, который может быть 118° или 135°.
Зенкеры для цилиндрических форм называют цековками. Они представляют собой металлические стержни с двумя, закрученными в спираль резцами и неподвижной направляющей цапфой, чтобы ввести зенкер в полость.
Виды резьбы
Различаются по основным характеристикам:
- системе исчисления диаметра (дюймовая, метрическая, другие);
- количество заходов (двух-, трех- или однозаходная);
- форма профиля (прямоугольный, трапециевидный, треугольный, круглый);
- направление вращения винта (левая или правая);
- размещение на детали (внутренняя или наружная);
- форма детали (конус или цилиндр);
- назначение (ходовая, крепежно-уплотнительная или крепежная).
Согласно перечисленным признакам выделяют следующие виды:
- цилиндрическая (MJ);
- метрическая и коническая (M, MK);
- трубная (G, R);
- Эдисона круглая (E);
- трапецеидальная (Tr);
- круглая для сантехнического крепежа (Kp);
- упорная (S, S45);
- дюймовая, в том числе цилиндрическая и коническая (BSW, UTS, NPT);
- нефтяного сортамента.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Резьба трубная коническая, R (BSPT)
Используется для организации трубных конических соединений, а также для соединения внутренней цилиндрической и наружной конической резьбы (ГОСТ 6357-81).Основана на BSW, имеет совместимость с BSP.
Уплотняющую функцию в соединениях с использованием BSPT выполняет сама резьба (за счет ее смятия в месте соединения при ввертывании штуцера). Поэтому применение BSPT всегда должно сопровождаться использованием герметика.
Данный вид резьбы характеризуется следующими параметрами:
- ГОСТ 6211-81 -Основные нормы взаимозаменяемости. Резьба трубная коническая.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
обозначение по форме профиля – резьба дюймовая с конусностью (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов, угол конуса φ=3°34′48″).
При обозначении используется буквенный индекс типа резьбы (Rдля наружной и Rcдля внутренней) и цифровой показатель номинального диаметра (например, R1 1 /4 – резьба трубная коническая с номинальным диаметром 1 1 /4). Для обозначения левой резьбы применяется индекс LH.
Параметры резьбы
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34′48″). Угол профиля при вершине 55°.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней (ГОСТ 6211-81
— Основные нормы взаимозаменяемости. Резьба трубная коническая.), числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резбы. Например, резьба с номинальным диаметром 1.1/4 — обозначается как R 1.1/4.
Таблица 3
Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы трубной конической (R), мм
| Обозначение размера резьбы | Шаг Р | Длина резьбы | Диаметр резьбы в основной плоскости | |||
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d 2 =D 2 | Внутренний d 1 =D 1 | ||
| 1/16″ | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4″ | 14,5 | 19,5 | 26,441 | 25,279 | 24,117 | |
| 1″ | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1.1/4″ | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1.1/2″ | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2″ | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2.1/2″ | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3″ | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3.1/2″ | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4″ | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5″ | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6″ | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 |
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Условные обозначения дюймовой резьбы в международных стандартах
Практически во всех странах для маркировки резьбовых подключений трубопроводов и присоединительных фитингов пользуются универсальной дюймовой системой измерения.
В регламентирующих ГОСТах, справочных таблицах размеров и диаметров труб , расчетных формулах принято единое условное обозначение дюйма в виде цифры с установленным справа одним или двумя штрихами. Такой значок понятен специалистам всех стран и позволяет быстрее ориентироваться в технической документации и схемам. Например, если нужна нарезка с размером три дюйма, в задании на изготовлении будет маркировка 3″
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
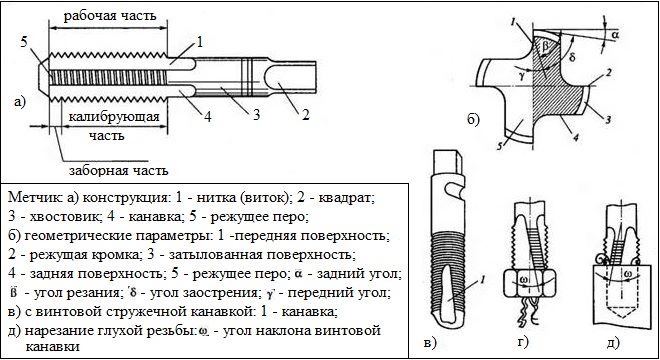
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
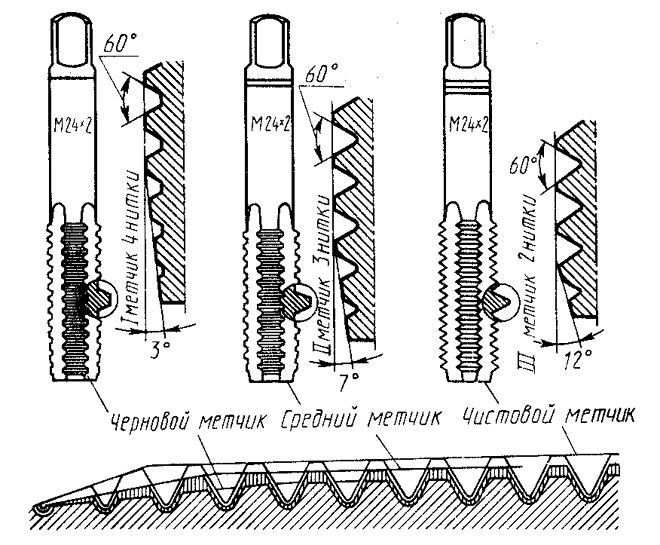
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.

Таблица 1. Основные диаметры отверстий под метрическую резьбу

Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8,
где:
Д о
– это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м
– диаметр метчика, которым будет обрабатываться просверленный элемент.

Выполнение внутренней резьбы обычно не вызывает сложностей. Но некоторые особенности использования инструмента и подбора отверстий под нарезание метрической резьбы существуют.
Трубная цилиндрическая резьба. ГОСТ 6357 — 81

Направление: Левая
Класс точности: Класс А (повышенный), Класс В (нормальный)
Данный тип резьбы используется как в самих трубах так и элементах трубных соединений: контргайках, муфтах, угольниках, тройниках (см. картинку выше
). В сечении профиля мы видим равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура, которые выполняются для высокой герметичности соединения.
Нарезка резьбового соединения осуществляется на размерах до 6”. Все трубы большего размера для надежности соединения и предотвращения разрыва фиксируют сваркой.
Условное обозначение в международном стандарте
Международная: G
Япония: PF
Великобритания: BSPP
Указывается буква G и диаметр проходного отверстия (внутр. Ø) трубы в дюймах. Наружный диаметр непосредственно резьбы в обозначении не присутствует.
Пример:
G 1/2
— резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2″». Наружный диаметр трубы составит 20,995 мм, кол-во шагов на длине 25,4 мм будет равно 14.
Также может быть обозначен класс точности (А,В) и направление витков (LH).
Например:
G 1 ½ — В
— резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В
— резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
Длина свинчивания обозначается последней в мм: G 1 ½ -В-40
.
Для внутренней трубной цилиндрической резьбы будет обозначен только Ø трубы для которой предназначено отверстие.
Как определить шаг дюймовой резьбы

Привожу для вас картинку из англоязычного интернета, которая наглядно демонстрирует методику. Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.
На картинке с примером (см. выше
) threads — с английского это буквально «нитки резьбы». В данном случае их 18 шт. на один дюйм.
Ещё проще, если в вашем ящике с инструментом завалялся резьбомер для дюймовой резьбы. Измерения проводить очень удобно, но необходимо помнить, что дюмовые резьбы могут отличаться по углу вершины 55° и 60°.
Разновидности резьбы
Резьбы по системе измерения подразделяют на метрические, выражаемые в миллиметрах, и дюймовые, измеряемые в соответствующих единицах. Оба этих вида могут выполняться как в цилиндрической, так и в конической формах.

Классификация резьб
Они могут иметь профили различных форм: треугольные, трапецидальные, круглые; делиться по признаку применения: для крепежных деталей, сантехнических элементов, трубные и прочие.
Диаметры подготовительных отверстий под нарезание резьбы зависят от ее вида: метрическая, дюймовая или трубная, — это нормировано соответствующими документами.
Отверстия в трубных соединениях, выраженные в дюймах, прописаны в ГОСТ 21348-75 для цилиндрической формы и ГОСТ 21350-75 – для конической. Данные справедливы в случае использования меди и безникелиевых стальных сплавов. Нарезку осуществляют внутри вспомогательных деталей, в которые будут ввинчиваться трубы – сланцев, хомутов и прочих.
В ГОСТ 19257-73 приведены диаметры отверстий под нарезание метрической резьбы, где в таблицах показаны размерные ряды номинальных диаметров и шагов, а также параметры отверстий под метрическую резьбу с учетом значений предельных отклонений.

Типы резьбы по ГОСТам
Данные, приведенные в таблице ГОСТ19257-73 подтверждают расчет, приведенный выше, в которых параметры отверстий под метрические виды рассчитывают из номинального диаметра и шага.
ГОСТ 6111-52 нормирует диаметры отверстий под дюймовую коническую резьбу. В документе указаны два диаметра с расхождением на конус и один – без развертывания, а также глубины сверления, все величины, кроме номинального значения, выражены в миллиметрах.
Параметры резьбы и ее разновидности

Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу;
в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
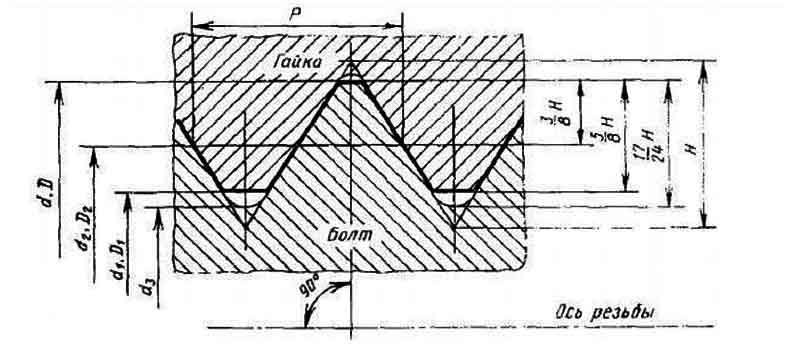
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм;
D – наружный диаметр резьбы на гайке, мм;
d₂ – значение среднего диаметра на болте, мм;
D₂ – размер среднего диаметра гайки, мм;
D₁ – диаметр гайки внутри канавок, мм;
d₁ – диаметр болта по внутренней поверхности винтовой линии, мм;
D₁ – минимальный диаметр канавки на гайках, мм;
d₃ – минимальный диаметр болта по канавкам, мм;
Р – резьбовой шаг, мм;
Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов;
G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий;
Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Метрическая коническая резьба. ГОСТ 25229 — 82

Единица измерения параметров: мм
Изготавливается на поверхностях с конусностью 1:16
Используется при соединении трубопроводов. Угол при вершине витка равен 60°. Основная плоскость смещена относительно торца (см. рис выше
).
Таблица размеров метрической конической резьбы
| Диаметр d резьбы для ряда | Шаг Р | Диаметр резьбы в основной плоскости | ||||||
| 1 | 2 | d = D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | — | 8,000 | 7,350 | 6,917 | ||||
| 10 | — | 10,000 | 9,350 | 8,917 | ||||
| 12 | — | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| — | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | — | 16,000 | 15,026 | 14,376 | ||||
| — | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | — | 20,000 | 19,026 | 18,376 | ||||
| — | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | — | 24,000 | 23,026 | 22,376 | ||||
| — | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | — | 30,000 | 28,701 | 27,835 | ||||
| — | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | — | 36,000 | 34,701 | 33,835 |
Трубная дюймовая резьба
В сантехнике дюймами обозначают длину металлических соединительных частей с чередующимися крепежными бороздками и выступами. В отличие от метрической системы, угол при вершине витков в большинстве случаев равен 55°. Впадины и гребни закругляются, как показано на чертеже ниже.
Обозначение элементов зависит от их диаметра и материала, т. к. в разных системах снабжения измеряемые параметры деталей отличаются. В металлических трубопроводах принято указывать внутренний диаметр, а в пластиковых – наружный. При покупке фитингов нужно учитывать, какой из размеров следует определять (значения можно узнать из приведенной ниже таблицы).
| Наименование материала | Внутренний диаметр, мм | Диаметр нарезки, дюйм | Наружный диаметр, мм |
|---|---|---|---|
| Металл | 15 | 1/2 | 20 |
| 20 | 3/4 | 26 | |
| 25 | 1 | 32 | |
| Металлопластик | Зависит от толщины стенок | 1/2 | 16 |
| 3/4 | 20 | ||
| 1 | 26(25) | ||
| Полипропилен (ПП) | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 | ||
| Полиэтилен | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 |
Для резьбового монтажа труб используют закругленные впадины и торцы витков.
Трубная нарезка может быть разной:
- Американская типа UTS. Подразделяется на несколько видов: UNF, UNEF, UNC. Все они отличаются расстоянием между витками. Угол у вершины гребня составляет 60°.
- Английская типа BSV. Это крепеж с мелким шагом, угол при вершине равен 55°.
- Коническая NPT.
- Цилиндрическая типа NPS.

- Трубная нарезка подразделяется на разные виды.
Два последних вида нарезки соответствуют ГОСТ 6111-52 и имеют угол при вершине витков в 60°.
Международное наименование цилиндрической резьбы – G, конической – R.







