Сверла под резьбу: таблицы для нарезания и метчиков, размеры и диаметры по гост
Содержание:
- Приспособления
- Процесс нарезания
- Особенности устройства
- Дедовский способ: как подобрать сверло под метчик
- Лерка для нарезки резьбы. Раскрываем особенности работы
- Особенности инструмента
- Типы нарезаемой резьбы
- Общая информация о резьбонарезании
- Работа плашкой
- Метчики конические
- Использование метчиков
- Как правильно нарезать витки на водопроводной трубе
- Как выкрутить сломанный метчик
- Особенности технологии
- Как нарезается резьба?
- Как правильно и без потерь инструмента нарезать резьбу вручную
- Нюансы работы
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).

Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на с закрепленными на них метчиками и плашками.
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Особенности устройства
Независимо от вида, все метчики устроены принципиально одинаково. Различия обусловлены поставленными задачами: видом, технологией использования. Конструктивно метчик состоит из следующих элементов:
хвостовика с местом для фиксации вспомогательного инструмента (воротка, патрона);
калиброванной резьбы;
канавок для создания режущей кромки и отвода стружки;
конуса для захода;
Каждый их перечисленных элементов может быть выполнен в нескольких вариантах для решения конкретной задачи. Универсальные метчики есть почти у каждого уважающего себя домашнего мастера. На производстве дополнительно используется много специальных моделей, которые повышают производительность, позволяют получать заданные характеристики резьбы.
Дедовский способ: как подобрать сверло под метчик
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Комплект метчиков 1 и 2 номер (фото взято с сайта: maxidom.ru)
В ЧЕМ СЛОЖНОСТЬ?
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие
И тут сложность состоит в том, что важно не ошибиться в диаметре сверла
Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все.
Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик!
ДЕДОВСКИЙ СПОСОБ
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8. Шаг у них: 1,25.
- Теперь необходимо взять метчик 8*1,25.
- Отнимает второе значение от первого: 8-1,25. Получается 6,75.
- Но сверла на 6,75 не бывает, поэтому округляем полмиллиметра в большую сторону. Получается 6,8.
- Выходит, что чтобы успешно нарезать резьбу под 8*1,25, необходимо использоваться сверло 6,8 мм.
Все донельзя просто!
Набор метчиков и плашек (фото взято с сайта: vavilon-s.com)
Успехов вам в нарезании резьбы!
Лерка для нарезки резьбы. Раскрываем особенности работы
Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки.
В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности.
При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.
Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур.
Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают.
При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена.
Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается.
Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC.
Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Особенности инструмента
Изначально применялся 3-4-гранный стержень, на поверхности которого выпиливались специальные зубчики. Конец заготовки обтачивался на пологий конус. Внутренняя резьба нарезалась за счет зубчатых перемычек в процессе завинчивания устройства в корпус либо отверстие гайки. Естественно, данное приспособление сложно было назвать идеальным, так как передний угол режущих зубьев был отрицательным, а заднего не было вовсе! Тем не менее, из года в год конструкция метчика становилась все более совершенной, достигнув своего рационального вида.

Несмотря на имеющееся разнообразие, современные метчики для нарезания резьбы сохранили определенные конструктивные особенности:
- Калибрующая часть – предназначена для снижения силы трения, характеризуется обратным занижением, равным 0,1 миллиметра, и цилиндрической формой. Для меньшего трения от вершины зуба на расстоянии одной трети от ширины пера затылуются калибрующие зубья. При этом для резьбы с 12-30-мм диаметром занижение достигает порядка 1/10 мм;
- Канавки для поступления смазочной охлаждающей жидкости и вывода образовавшейся стружки. В большинстве случаев в конструкции их предусматривается от 2 до 6;
- Заборная область изготавливается конической, что позволяет существенно облегчить процесс врезания в материал заготовки режущих зубьев. Исходя из вида метчика (чистовой, промежуточный или черновой) угол наклона может меняться в районе 3-20 градусов;
- Направление канавок, которые могут быть как с левой спиралью или правой, так и прямолинейные. Последние используются в обычных универсальных метчиках. Инструменты с право направленной винтовой линией канавки чаще применяются для создания глухих отверстий. В этом случае стружка отводится назад, иначе, оказавшись под прессом, она способна сломать приспособление. Левые углубления канавок предназначены для создания резьбы на проход, отводя стружку перед метчиком, избегая таким образом порчи резьбы;
Сами впадины тоже могут различаться на радиусные задние с прямолинейной передней, однорадиусные и прямолинейные сзади и спереди.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.

Виды резьбы
Существуют и другие типы резьбы для специальных применений
Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.

Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
Как правило, на торцевой поверхности создается небольшая фаска
Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
На 2-3 витка по ходу резьбы делается один оборот в обратном направлении
Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Метчики конические
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Использование метчиков
В реальной практике на производстве, а также в разных мастерских чаще всего используют метчики. В них реализован принцип последовательного внедрения режущих кромок в тело обрабатываемой детали. Но имеется не один ряд зубьев, как у гребенки. Используют мощное тело, способное центровать инструмент внутри отверстия.

Метчик:
а) конструктивные элементы: 1 – нитка нарезной части; 2 – квадратный хвостовик для передачи крутящего момента; 3 – цилиндрическая часть хвостовика; 4 – канавка для сбора стружки; 5 – режущие кромки (перья);б) геометрические параметры режущей части: 1 – передняя поверхность, обращенная к детали; 2 – режущая кромка, зубья треугольного типа; 3 – затылованная часть, задняя поверхность; 4 – обратная часть, образующая опору; 5 – перо; α – задний угол затылованной части; β – угол при вершине, его еще называют углом резания; δ – угол заострения кромок режущей пластинки (треугольника); γ – передний угол, обращенный к снимаемому материалу;в) метчик, имеющий прямую стружечную канавку: 1 – канавка для сбора стружки;г) метчик, имеющий винтовую стружечную канавку. Обычно бывает на машинных инструментах с подачей СОЖ под давлением;д) для нарезания глухих резьб на станках
Выбор той или иной конструкции обуславливается особенностями выполнения процесса. В арсенале большинства мастеров используются метчики с прямыми канавками. После выполнения одного прохода инструмент вынимается наружу. С него удаляются стружка и иные включения, которые могут оказаться в отверстии.
С одного прохода резьба не нарезается полностью. Обычно применяют черновой и чистовой метчики.

Виды резьбовых метчиков
Чтобы вращать метчик, расположенный в отверстии используется вороток. Конструктивное исполнение может быть самым разнообразным.

Типы воротков для ручного нарезания резьбы в отверстиях
Последовательность использования инструмента
Чаще всего в состав набора входят два метчика. Но для получения качественных резьб могут применять и комплекты, куда входят три инструмента. Некоторые производители кроме параметров нарезаемой резьбы указывают буквы: А, В, С. Другие наносят несколько рисок:
- 1 риска на черновом;
- 2 риски на основном;
- 3 риски на чистовом.
Кроме внешних обозначений вид метчика можно отличить по ряду признаков:
- черновой инструмент первого прохода имеет минимальный диаметр. Достаточно замерить с помощью штангенциркуля наружный размер, чтобы найти его в наборе. У него часть, входящая в первую очередь, имеет мелкие зубья, вершины срезаны почти до нуля;
- у второго метчика в наборе перьевые гребенки заметно длиннее. Значение диаметра будет средним из трех. Последние зубья нарежут резьбу полного профиля;
- у чистового метчика практически все зубья имеют одну высоту. Замыкающие не режут, а калибруют образованные винтовые канавки в отверстии.
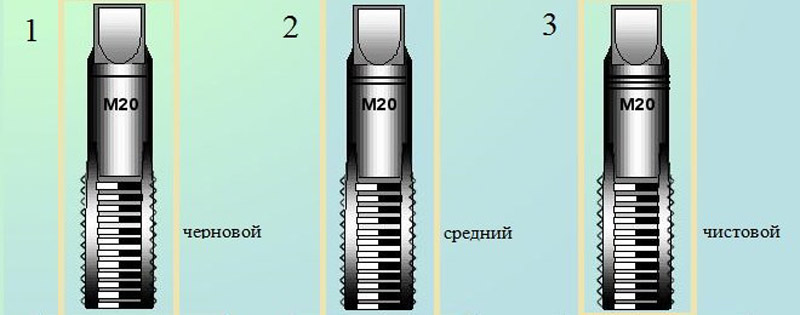
Общий вид метчиков из набора
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке
При его смещении витки могут быть расположены друг относительно друга неправильно.
При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.
Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент. Точечная сварка
К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами. Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских. Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
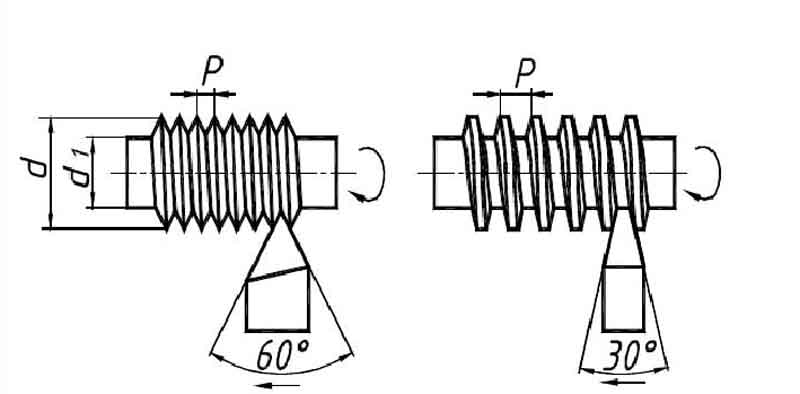
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.. Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа
У них имеется усиленная штанга, проникающая внутрь отверстия
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
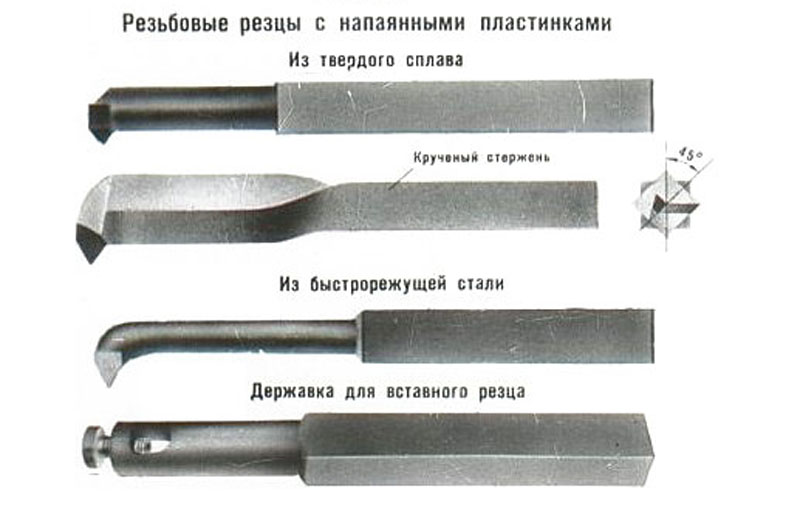
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.

Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
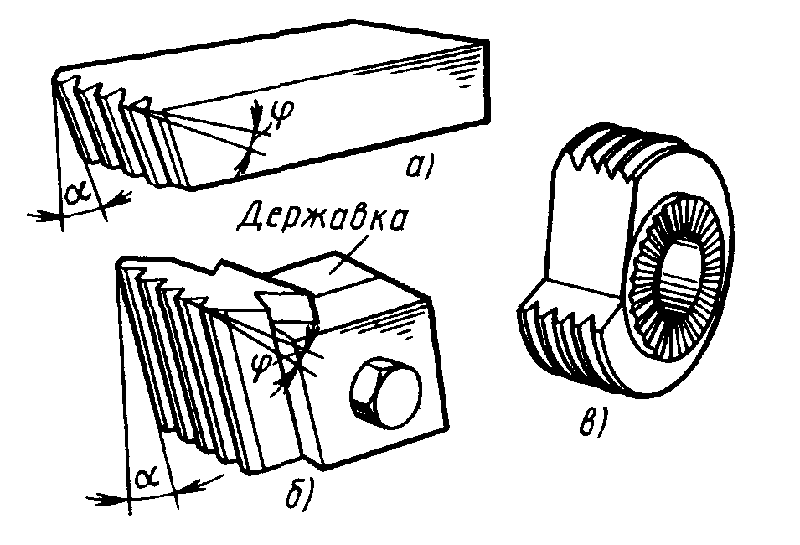
Гребенки для нарезания резьбы снаружи и в отверстии:
а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.

Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Нюансы работы
В заготовке высверливается отверстие с определенным диаметром и производится удаление фаски. Это нужно для того, чтобы инструмент мог беспрепятственно войти. Заранее следует определиться с диаметром сверла.
Отверстие в трубе при этом может быть сквозным (через всю толщину) или глухим. Для того чтобы профиль был максимально чистым, рекомендуется использовать три метчика.
Первый создаст предварительный проход, он обозначается посредством верхней риски, в верхней части мечника.
Второй резьбовой инструмент завершает нарезку внутренней резьбы, на нем имеется обозначение в две риски. Третий резьбовой инструмент создает окончательный профили и оснащен тремя рисками.

Соединение труб с резьбой
Для того чтобы правильно сформировать соединение, нужно действовать постепенно и в результате появится четкий профиль. При этом первые два метчика следует использовать для тех отверстий, диаметр которых колеблется от 2 до 3 мм.
Для того чтобы правильно произвести нарезку, нужно осуществлять повторы оборотных движений – это поможет стальной стружке быстрее скалываться с мечника.
Если нарезание проводится в глухом отверстии, то инструмент периодически выворачивается в обратном направлении, с целью удаления с поверхности металлических опилок.
Далее инструмент смазывается техническим маслом и солидолом, после чего продолжается нарезка внутренней резьбы.
Советы по работе
Для качественного результата следует помнить:
- нежелательно выполнять нарезку в тех отверстиях, которые выполнены с помощью литья или штамповки. В таких случаях перед выполнением работ отверстия предварительно рассверливаются для получения нужного внутреннего диаметра трубы или цилиндра;
- процесс нарезки начинается только после закрепления изделия в сверлильном станке с помощью плавающих или реверсивных патронов;
- правильно нарезать резьбу поможет предварительное охлаждение инструмента смазкой;
- для обеспечения строгой перпендикулярности витков необходимо использовать сверлильный кондуктор, служащий для надежной фиксации изделия;
- если нарезка проводится в изделии из жаропрочного сплава, то нужно применять резьбовой набор мечников, зубья в котором располагаются в шахматном порядке;
- нарезка в изделиях, изготовленных из алюминиевого или цинкового сплава, делается с помощью станков, которые обеспечивают принудительную подачу шпинделя, обеспечивающего легкий ход режущего инструмента;
- во избежание брака резьбы следует правильно устанавливать мечник и обеспечить его смазочно-охлаждающей жидкостью;
- тугая резьба формируется в результате подбора мечника с неправильными размерами, по этой же причине может возникнуть конусность. Во избежание таких последствий необходимо работать мечником требуемой конструкции;
- запрещается нарезка, при которой резьбовой мечник вставляется в патрон сверлильного станка или в патрон электродрели. В таком случае регулировка усилия и угла атаки будет невозможна. Это приведет к поломке инструмента и некорректным виткам.








