Что такое холодная сварка и как ей пользоваться
Содержание:
- Холодная сварка алюминия
- Пошаговая инструкция по применению
- Как пользоваться холодной сваркой для металла?
- Как устранить течь и способы устранения
- Классификация сварки
- Производители
- Сферы применения
- Ремонт радиатора системы охлаждения авто.
- Что такое холодная сварка?
- Выбор состава и лучшие марки
- Разновидности холодной сварки
Холодная сварка алюминия
Применяется сварка алюминиевых сплавов холодным способом в разных отраслях промышленности при изготовлении корпусов приборов, изделий бытового назначения и быту. Трещины, пробои или изношенность поверхностей глушителей, аккумуляторов, радиаторов, головок блока цилиндров, поддонов картеров, бензобаков и других деталей автомобилей многие владельцы исправляют самостоятельно холодным способом. Составы, которые подходят для сварки алюминиевых сплавов, выпускаются в упаковке с указанием количества в граммах в виде двухкомпонентной жидкости и цилиндра определенной длины и веса, в который помещен пластилинообразный состав. Работать ими можно при температуре от минус 40 до 300 °C. Это значит, что соединение можно осуществлять на морозе и качество его будет высоким независимо от температуры окружающей среды. Полное время застывания не превышает 5 часов. Но это время может быть значительно ниже указанной цифры. Указывается на упаковке и в инструкции по эксплуатации.

Как пользоваться холодным способом сварки для алюминия? К нюансам работы относят выполнение таких указаний:
осуществлять подготовку соединяемых или ремонтируемых частей к склеиванию (очищать от загрязнений, следов масла, пыли до блеска металлическими щетками и наждачной бумагой и обезжиривать специально предназначенными для этих целей составами);
правильно выполнять подготовку смеси (двухкомпонентный состав перемешивают в необходимых количествах в емкости, которая не должна быть изготовлена из металла; готовую массу наносят шпателем на соединяемые части или в месте устранения дефекта; пластилинообразный состав отрезают в нужном количестве от цилиндрического бруска и разминают в руках; масса готова к применению);
наносить приготовленную смесь неметаллическим инструментом;
очищать излишки смеси сразу после ее нанесения;
наносить слой клея не толще 5 мм, при необходимости нанесения по толщине, превышающей этот показатель, каждый раз выдерживают время высыхания и только после этого наносят следующий слой;
работать с соблюдением мер предосторожности и безопасности (в респираторе и перчатках).
К достоинствам продукта можно отнести:
- Доступную цену.
- Отсутствие трещин после высыхания.
- Простое применение.
- Высокую надежность после застывания.
- Возможность применение для моделирования.
- Отсутствие усадки.
- Устойчивость к повышению температуры.
Можно сказать, что холодная сварка не имеет недостатков, но существуют ограничения, которыми она обладает. В том случае если ожидать от такого клея чего-то масштабного, скромные характеристики эпоксидного состава могут показаться недостатком. Но все же нельзя сравнивать данное вещество с классическими способами соединения заготовок. Электродуговая сварка всегда более эффективно обеспечит соединение металла, как и шуруп, который крепит две деревянные детали. Клей относится к экстренному способу быстрого ремонта или применяется в тех случаях, когда нужно смоделировать отколовшуюся часть изделия, заменив его застывшим эпоксидным составом.
Пошаговая инструкция по применению

Лучше всего работать в резиновых перчатках. Немаловажным будет удаление коррозии, а для этого подойдет шлифовальная машинка. Перед тем, как заделать бензиновый бак топливо нужно слить и протереть его от жировых пятен специальным спиртовым настоем.
Для работы с холодной сваркой Вам необходимо сделать следующее:
- Вначале нужно ее перемешать, чтобы была однородная масса. Затем следует отрезать необходимый кусок и еще раз хорошо помять. Она должен получиться, как пластилин. В некоторых средствах компоненты проходят обработку через дозатор.
- Полученный состав необходимо равномерно наложить на стыки, где есть протечки. Если есть большое отверстие, то его можно заделать специальной заплаткой из металла.
- В резиновых перчатках удобно работать с таким материалом и формировать заплатки. Заранее следует узнать о времени застывания сварки и заклеивать швы, как можно скорее.
- После заклеивания деталей и застывания можно пройтись по ним наждачной бумагой. Это придаст стыкам гладкости. В некоторых случаях есть необходимость подождать до нескольких часов, чтобы материал хорошо застыл. Если Вам нужно просверлить на месте склеивания, то меньше чем через час работу проводить не рекомендуется.
Важный порядок работы
Если брать жидкие средства, то их не рекомендуется перемешивать на поверхности нанесения. Для этого следует найти специально отведенное место и емкость и там хорошо приготовить склеиваемый материал. Берите материал нужный по размеру, а оставшийся можно убрать снова в упаковку и отнести его в холодную комнату. Чтобы материал хорошо соединить, нужно очистить поверхность от всякого загрязнения.
Для соединения старых деталей необходимо также старый слой удалить, а затем нанести новый. Старые изделия можно почистить специальными инструментами. Поверхность обрабатывается хорошо очищаемым средством, а затем плотный слой сварки нанести на выбранные для затирки швы.

Как пользоваться холодной сваркой для металла?
На каждой упаковке имеет довольно подробная инструкция, как правильно использовать холодную сварку. Для понимания, как поступать в конкретном случае, нужно рассмотреть реальный процесс.
 |
Произошло ЧП. При движении автомобиля по неровной дороге пробит поддон картера автомобиля. Моторное масло вытекло. Дальнейшее движение своим ходом невозможно. Выход следующий: слить все остатки имеющегося масла; очистить поверхность от жира и иных наслоений; из холодной сварки изготовить две лепешки; одну постараться разместить во внутреннем пространстве; вторую приклеить снаружи. Чтобы создать более прочное соединение, способное выдержать испытание дольше, нужно использовать любую ткань. Ее замешивают в смеси при промешивании композиции. В прилагаемых фотографиях подобное не сделано. |
 |
Приобретенная ХС уложена в тубу. Она предназначена для соединения с металлом. В составе имеется металлическая крошка. |
 |
После разминания и наклейки на поддон картера защитная заплатка выглядит вот так. Внутрь была засунута первая лепешка. К ней снаружи прилепили вторую. Всю смесь размазали по поверхности. На этом этапе можно было упрочить заплатку, если использовать сеточку или ткань. Их прилепляют снаружи. Тогда гарантированный пробег автомобиля будет выше. Через час после ремонта можно залить масло и доехать до станции технического обслуживания. Там с помощью аргоновой сварки производится ремонт. Автомобиль послужит еще достаточно долго. |
Довольно интересный вариант использования в прилагаемом видео.
https://youtube.com/watch?v=Sj5uJcbv5Ak
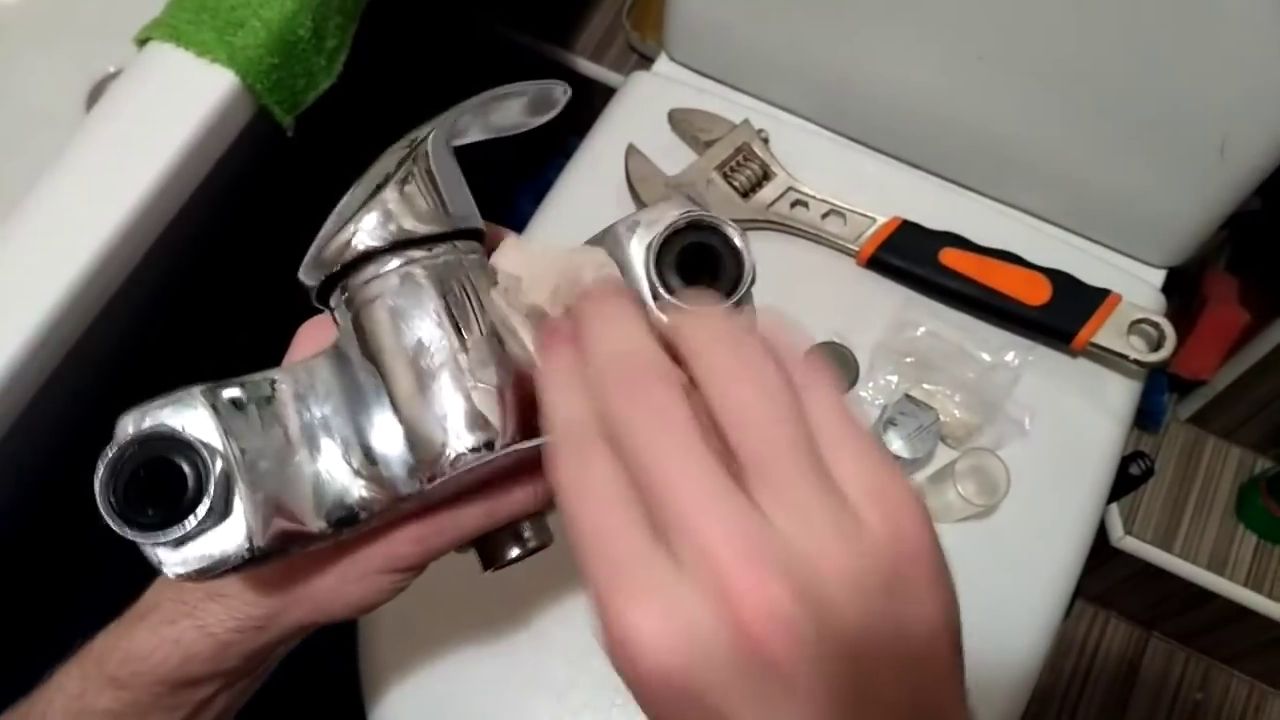
Ремонт смесителя с помощью холодной сварки
 |
В работе смесителя обнаружилась течь. Тонкая струйка воды стала вырываться из корпуса смесителя.Она расположена на тыльной стороне. Поэтому решено попробовать выполнить ремонт с помощью холодной сварки. |
 |
Работу нужно выполнять только после полного снятия смесителя. Мастеру следует максимально облегчить доступ к поврежденному месту. Место, куда придется приклеить небольшое количество ХС, зачищается напильником. Можно использовать абразивную шкурку. Сначала поверхностный слой снимается крупным зерном, потом обрабатывают с помощью мелкого зерна. |
 |
Для обезжиривания поверхности можно использовать обычный этиловый спирт. Некоторые пользуются уайт-спиритом. Можно даже с помощью автомобильного бензина выполнять обезжиривание поверхности. Следует намочить небольшой фрагмент ткани и протереть поверхность будущей склейки. |
 |
Данная холодная сварка рекомендована для металлических деталей. Инструкция сообщает пользователю последовательность действий для получения надежного результата. |
 |
Отрезается небольшое количество от «колбаски».Оставшуюся ХС следует снова поместить в герметичную упаковку. Тогда она не потеряет свои свойства. В течение гарантийного срока холодная сварка может использоваться для восстановления работоспособности и других деталей. |
 |
Для удобства работы руки желательно намочить. Еще лучше – это работать в латексных перчатках. Тогда вероятность аллергии (бывает и такое) будет сведена к минимуму. Нужно размять отрезанную часть ХС. Ее сдавливают, складывают получаемые лепешки в несколько слоев и снова разминают.Чем качественнее будет выполнено разминание, тем равномернее распределятся клеящие вещества по всей массе. Соответственно, прочность соединения окажется выше. |
 |
С некоторым усилием нужно прижать размятый фрагмент холодной сварки к месту, где имеется течь. Желательно в течение некоторого времени усилие распределять по всей массе кусочка. |
 |
Можно растянуть так, чтобы поверхность сцепления была максимальной. Тогдакачество ремонта будет лучше. |
 |
Через час можно проверить прочность заплатки. Здесь отверткой или иным твердым предметом трут по поверхности. Убедившись, что смесь застыла, можно устанавливать смеситель на место. |
 |
После завершения ремонта прибор установлен на место. Следов течи нет. Не видно и заплатки. |
Как устранить течь и способы устранения
Чем заделать течь в трубе отопления, зависит от того, в каком месте она образовалась: на стыке секций, на соединении радиатора с трубой, на самой трубе. Ремонт производят по-разному, рассмотрим основные способы.
Течет труба отопления на стыке Важно! Если капает из трубопровода, по которому подается горячая вода для отопления, и этот участок находится под давлением, то ликвидировать свищ можно на очень короткое время. В таком случае придется вызывать аварийную службу и заниматься основательным ремонтом
Холодная сварка
Как правило, применяется на стыке двух секций батареи, помогает временно закрыть поврежденное место. Производится с использованием клея-герметика, который можно купить в строительном магазине. Он имеет особый состав, кристаллизирующийся при высыхании, и заполняет собой дыру.

- поврежденное место тщательно очистить от краски и ржавчины, используя щетку с металлической щетиной или наждачную бумагу;
- произвести обезжиривание, для этого подходит спирт, растворитель, ацетон;
- отрезать кусочек герметика, влажными руками размять до однородного состояния;
- хорошо вдавить в поврежденное место на отопительной батарее и разгладить;
- пока состав не отвердеет полностью, его нужно плотно прижимать к поверхности;
- время отверждения примерно 20-25 минут, полная полимеризация — через 3 часа.
Совет! Обязательно надевайте защитные перчатки, так как герметик является химически активным составом, разъедающим кожу.
Цементно-гипсовая повязка
Если дырка обнаружилась на отопительной трубе или стыке секций батареи, можно сделать цементно-гипсовую повязку, для этого подготовить следующие расходные материалы:
- медицинский бинт, отрез марли либо тонкой х/б ткани;
- алебастр (гипс);
- цемент;
- ведро или таз с водой.

- в воде развести цемент, смешав его с гипсом, консистенция должна быть, как у жирной сметаны;
- взять полоски ткани или бинта длиной 25-30 см, пропитать полученным составом;
- обмотать тканью поврежденный участок трубы;
- накладки делают до тех пор, пока повязка не будет прочной и плотной.
Применение хомута и резины
Если вы заметили течь трубы отопления, в качестве временной меры можно наложить покупной или самодельный хомут, а также накладку из резины. Если в наличии есть заводской хомут подходящего диаметра, его нужно наложить на место протечки и плотно закрепить при помощи болта. Если такового в хозяйстве не имеется, придется сделать резиновую накладку самостоятельно.
Совет! В качестве расходного материала может служить велосипедная шина, плотная хозяйственная перчатка, мяч, резиновый сапог.
- из куска резины вырезать прямоугольник, который будет шире отверстия на 2-3 сантиметра, длина должна быть такой же, как диаметр трубы;
- накладку туго обмотать вокруг трубы, а края закрепить проволокой или металлическими зажимами, можно сделать обмотку из проволоки по всей длине повязки.

Применение сварки
Если в доме или квартире течет батарея отопления (не металлопластиковая, а чугунная), устранить дефект поможет сварка. Ее можно использовать в любых местах на радиаторе. Поэтому после того, как самостоятельно произвели небольшой ремонт или перекрыли подачу воды на батарею, вызывайте аварийную службу или частную фирму, предоставляющую услуги горячей сварки.

Классификация сварки
Классифицировать можно по виду и способу применения к разным материалам.
- Самый популярный клей универсального типа для металла, дерева, пластика и камня.
- Для разных видов пластика.
- Для сваривания швов линолеума и твердой резины.
- Для металла и металлических изделий. Ремонта автомобильных деталей. Бензобаков, коллекторов, выхлопных труб.
- Специальный водостойкий состав при ремонте сантехники от протечек.
- Клеи для фиксации поверхностей, которые постоянно испытывают большие механические нагрузки.
- Двухкомпонентная холодная сварка для повышенных температур.
По своей структуре различается на двухкомпонентную холодную сварку и однокомпонентную. По консистенции в виде двухслойного цилиндра, в котором внешняя часть из отвердителя, а внутренняя из эпоксидной смолы с различными добавками в зависимости от цели применения. Либо в двух тюбиках с аналогичными компонентами только уже в пастообразном состоянии.

Обзор герметиков
Отметим в этом обзоре две марки. Первую из-за достойных характеристик, вторую и третью исходя из их популярности.
«Анлес Унипласт» — выпускается 4 вида. Состав усилен алюминиевым или бронзовым порошком. Также «Керамика» наполненный двуокисью титана и «Универсал» с неорганическим наполнителем характеризующийся усиленной адгезией и прочностью крепления из этого ряда герметиков. Легко смешиваются руками, имеют сильную адгезию ко многим известным материалам, даже замасленным и мокрым.
Подходят непосредственно для работы на вертикальных поверхностях. Заявлено, что есть возможность отверждения под водой. Останавливает течь навсегда. Теплостойкость до 250-300°С. В застывшем виде возможна любая механическая обработка. Производитель считает, что эта продукция превосходит известный «Poxipol». Цена демократическая.
Герметик радиатора «Mastix» подходит для быстрой и надежной герметизации радиаторов любых типов автомобилей, также сельхозтехники. В случаях ремонта сплавов из цветных и черных металлов, при температуре эксплуатации от +150 до -10 градусов. Обеспечит ремонт на влажных и замасленных поверхностях. Правда прочность снижается на 20-25%, это много.
Поэтому лучше подготовить поверхность и обезжирить. Пластилин следует применить в течение 7 минут, схватывается за 15 минут. При необходимости уже через 1,5 часа можно подвергнуть механической обработке. Цена более чем демократичная на момент написания статьи, не более 50 рублей за стандартную упаковку.
Холодная сварка «Титан» — как герметик отличное средство для всех типов поливинилхлорида. Склеивает твердый полистирол, полиэстер, полиуретан и подобные материалы. Ремонт разной бытовой техники и ручного электроинструмента из АБС-пластика. Сплавление швов пластичных покрытий для пола из ПВХ, линолеума.
Прозрачная консистенция, время работы не больше 10 мин. Время полного отверждения 1 сутки, для труб ПВХ – двое суток. Срок годности 12 месяцев. Эластичный, водостойкий и термостойкий. Продается в одной тубе объемом 100 мл, довольно небольшая себестоимость работ, хватает на 35-45 погонных метров.

Составы для автомобилей
Нет принципиального смысла упоминать в этой статье отдельные составы для автомобилистов. Для них подходят почти все виды холодной сварки. Замечу, что основная часть клеев идет с металлическим наполнением. Если с другим наполнителем, то также подойдут автомеханикам за редким исключением.
Как вариант, можно самому добавить пудру металла для увеличения прочности. Для автомобилей чаще используются композиции при грунтовании металлической поверхности, устранения пробоин и дыр в радиаторах. Ремонта выхлопных систем. Восстановление резьбы, соединение деталей при сорванной резьбе. Закрепление мелких деталей намертво.

Производители
Выбирая ремонтный состав домой или для автомобиля, требуется ознакомиться с рядом параметров клея:
- виды поверхностей, взаимодействующие с клеем;
- максимальные и оптимальные температурные нагрузки, которые сможет выдержать клей;
- содержание инструкции к применению.

При выборе ремонтного состава многими специалистами рекомендуется обращать внимание на образцы популярных брендов. Зачастую совокупное мнение конечных потребителей может предоставить более полную информацию о товаре, нежели мнение отдельного специалиста или консультанта в магазине
Среди популярных брендов, отлично себя зарекомендовали на рынке следующие:

Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.
Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.
.
Холодная сварка для пластика позволяет легко получать качественное соединение.
ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.
.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.
Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Ремонт радиатора системы охлаждения авто.
Автомобильный кулер — это теплообменное устройство, которое очень чувствительно к действующим механическим воздействиям. Бывает, что при движении на большой скорости камешек или другой твердый предмет, застрявший в его сетке, приведет к образованию протечки. А это уже требует срочного ремонта. Путем холодной сварки вполне можно устранить течь и хотя бы временно восстановить работоспособность самого кулера.
Рекомендуемый порядок работы следующий:
Первое, что нужно сделать — это выбрать (купить и иметь в «бардачке» автомобиля подходящий для такого ремонта вид «холодной сварки». Он должен иметь хорошее сцепление с металлом и выдерживать высокие температуры. Оптимальный вариант было бы приобрести специальный состав, специально разработанный для ремонта радиаторов отопления, но если таковых нет в продаже, следует выбрать жаростойкий вариант по металлу. Если «холодная сварка» не обладает этими свойствами, то при нагревании ремонтная накладка просто расплавится или соскочит, то есть вся проделанная работа пойдет зря.

Следующим шагом будет определение точного места утечки. Не исключено, что для этого придется демонтировать радиатор. Следует отметить, что этот этап иногда становится самым сложным во всем процессе ремонта радиатора.
Из системы охлаждения автомобиля слита жидкость — антифриз или вода. Если поиску ямы или трещины предшествует разборка радиатора, то, конечно же, перед разборкой охлаждающая жидкость сливается. Удаление засоряющейся части решетки радиатора
Возможно, вам понадобится снять часть решетки радиатора, чтобы обнаружить отверстие в трубе, а также отремонтировать ее.
Рекомендуется просушить радиатор, например, струей теплого воздуха. Но если приобретается холодная сварка, которую можно наносить на влажную поверхность, то сушка всей конструкции необязательна, хотя все же остается желательной.
Найдя отверстие, чтобы освободить пространство вокруг него, рекомендуется отшлифовать поверхность, на которую будет наноситься «холодная сварка», затем очистить ее от остатков абразива и обезжирить уайт-спиритом, ацетоном или бензином. Эта процедура необходима для получения высокой адгезии ремонтной массы к металлу. Затем можно переходить к работе с клеем.
Действовать нужно по инструкции, обычно находящейся на упаковке «холодной печати». Процесс подготовки жесткого двухкомпонентного варианта «холодной сварки» к работе.
Перед началом работы рекомендуется смочить руки водой — так клей будет меньше прилипать к ним.
Из клеевого бруска ножом вырезается необходимое количество массы. Отрезанный фрагмент энергично разминают пальцами до достижения эластичности и полной однородности. Поскольку компоненты, соединенные в «холодной сварке», различаются по цвету, необходимо следить за тем, чтобы оттенок смешанной массы также был идеально однородным. Пластичность, однородность и хорошо заметный нагрев смешанной массы — признак того, что клей готов к следующей операции.

Если для ремонта выбран двухкомпонентный жидкий вариант «холодной сварки», то необходимо взять определенное количество состава из трубок и хорошо перемешать в небольшой емкости или даже на некоторых поверхностях. Ингредиенты еще не настолько жидкие, что начинают стекать.
Следующим шагом будет нанесение клея на поврежденный участок. Все этапы работы следует проводить, не теряя времени, так как после смешивания некоторые клеи быстро начинают переходить в стадию полимеризации. Срок схватывания материала необходимо узнавать заранее из его паспортных характеристик.

Полное высыхание и готовность отремонтированного изделия к использованию может наступить в период от часа до суток. Время достижения такой готовности может зависеть от нескольких факторов — температуры, при которой проводились работы, толщины нанесенного слоя, а также особенностей самой «холодной сварки».
Следует отметить, что, по отзывам автовладельцев, иногда такой ремонт радиаторов системы охлаждения оказывается эффективнее аргонной сварки или «классической» пайки.

Таким же образом ремонтируется поврежденный топливный бак. Здесь даже проще, ведь чаще всего нужно обрабатывать открытую поверхность, без металлической сетки
Правда, меры предосторожности при работе с баком намного строже, из-за повышенной горючести. После высыхания клейкую «заплатку» можно дополнительно обработать абразивными материалами и затем покрыть той же антикоррозионной краской, которая использовалась для покрытия остальной поверхности резервуара
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Выбор состава и лучшие марки
При покупке материала обращают внимание на эксплуатационные характеристики. Сварное соединение должно выдерживать нагревание, механические воздействия
При больших объемах работ выбирают прочно и быстро схватывающиеся виды клея.
Лучшими считают составы следующих брендов:
- Poxipol. Универсальный двухкомпонентный клей применяют для соединения деталей из разных материалов. Средство поставляется в 2 тубах, помещенных в картонную коробку. Оно может использоваться для ремонта конструкций, находящихся на улице. Допускается работа при отрицательных температурах. В таком случае время затвердевания увеличивается. Холодная сварка не растекается, не сминается. Она не содержит растворителей, поэтому не представляет опасности для человека.
- Tytan. Сварочное средство состоит из эпоксидной смолы, усиленной пластификаторами и отвердителями. Время застывания не превышает 30 минут. Начинать пользоваться деталью можно через час. Диапазон рабочих температур – -60…+130 °С. Сварку “Титан” применяют при ремонте технических средств, механизмов и конструкций, используемых при высокой температуре.
- Водостойкий клей Mastix. Многокомпонентное средство содержит эпоксидные полимеры, наполнители, пластификаторы, отвердители. При распределении клея тонким слоем время схватывания составляет 7 минут. Диапазон эксплуатационных температур – -60…+200 °С. Сварка прочно соединяет не только пластмассовые, но и металлические детали.
.jpg)
Марки холодной сварки.
Разновидности холодной сварки
По сути, холодная сварка — это клей с высокой степенью пластичности, изготовленный на основе всем известной эпоксидной смолы. По своей структуре этот клей может быть двухкомпонентным, тогда его можно хранить длительное время, либо однокомпонентным, который необходимо применить максимально быстро, чтобы не столкнуться с утратой им своих клеящих свойств.
Как правило, такое средство выпускается производителями в виде двухслойного цилиндра, внешняя оболочка которого состоит из отвердителя, а внутренний сердечник представляет собой эпоксидную смолу, смешанную с металлической пылью. Такая добавка в виде металлической пыли необходима для того, что придать получаемому соединению высокую прочность и надежность. Содержит холодная сварка и другие добавки, которые и придают ей, а также соединениям, полученным с ее помощью, уникальные характеристики. Основную часть таких добавок производители держат в секрете, но наиболее известной из них является сера.
Классифицируется холодная сварка в основном по области ее использования, то есть по тем материалам, которые могут соединяться при помощи различных ее типов. Так, на сегодняшний день успешно применяются следующие виды данного средства.
Холодная сварка для металла
Такое средство активно и успешно используется не только домашними мастерами, но и автолюбителями, так как позволяет оперативно и эффективно решить многие проблемы, связанные с эксплуатацией автомобиля. Соединения, полученные с его помощью, дают возможность не только забыть о возникшей проблеме на короткое время, но и эксплуатировать восстановленные детали достаточно продолжительное время.
Однако следует иметь в виду, что холодная сварка оптимально демонстрирует себя при соединении тех деталей, которые не испытывают при эксплуатации значительных нагрузок. Широкое применение такое средство нашло и при ремонте сантехнических устройств, в которых необходимо оперативно устранить возникшую течь. Но насколько бы надежным оно не было, всегда следует помнить о том, что оно служит лишь для того, чтобы устранить возникшую проблему лишь на время. При первом же удобном случае следует воспользоваться методами капитального ремонта.
Клей «Холодная сварка» для различных видов пластика
Данное средство, которое является менее распространенным, используется, как следует из его названия, для выполнения оперативного ремонта пластиковых деталей. Находит применение такой клей как на производственных предприятиях, так и для выполнения ремонта в бытовых условиях. Чаще всего необходимость пользоваться таким средством возникает в тех случаях, когда нужно выполнить ремонт пластиковых труб и корпусов различных устройств.

Виды холодной сварки для различных материалов
Пользоваться таким клеем можно и в тех случаях, когда необходимо выполнить соединения изделий, изготовленных из жесткой резины. Естественно, что широкое применение такая сварка нашла при выполнении строительных и ремонтных работ. Следует отметить, что соединения линолеума, полученные с ее помощью, значительно превосходят по своим характеристикам те, для выполнения которых использовались клей или двусторонний скотч.
Мы перечислили лишь основные виды холодной сварки, но существуют и другие, которые менее распространены. Все эти средства отличает высокая оперативность получения и надежность соединений при условии, что при выполнении работ строго придерживались всех необходимых требований.





