Основные и мелкие шаги метрической резьбы
Содержание:
- Нарезание наружной резьбы плашкой
- Сфера применения резьбовых соединений
- Резьба упорная
- Резьба метрическая
- Классификация резьбы
- Основные параметры
- Назначение и сфера применения
- Трапецеидальная резьба
- Как выбрать крепеж по типу резьбы
- Применение метчика
- Калибры для контроля резьбовых болтов и гаек
- Понятие о резьбе
- Разновидности и параметры резьбы
- Основные параметры
- Диаметры резьбы
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр
резьбы, мм |
Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет );
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
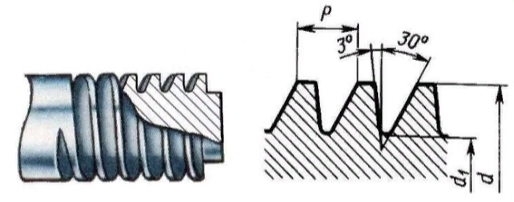
расстояние между дном спиралевидной накатки и продольной осью резьбы (обозначение d 1 ): от 7,0 мм до 70,0мм.
Резьба метрическая
В машиностроительной отрасли чаще всего используется резьба именно данного типа. Свое название – «метрическая» – она получила по причине измерения в миллиметрах ее технических характеристик. Профиль резьбовой нарезки выполнен в виде треугольника. Углы при его вершинах равны 60°.
Особенности
Резьба метрическая изготавливается и с мелким, и с широким/крупным шагом. На ниже размещенном рисунке этот параметр обозначен буквой «Р». Отметим основные особенности применения резьбовых шагов обоих видов.
- Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
- Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
- Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
- Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
- Гребни дюймовых соединений характеризуются большей длиной, но они менее широкие. Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
- Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Классификация резьбы
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Основные параметры
Каждая резьба имеет точные геометрические параметры. Для метрической характерен треугольный профиль резьбы, который также называют крепежным. Его используют для деталей, соединяемых между собой свинчиванием. Размер профиля определяется его высотой.
Высота профиля (Н) – это отрезок от основания до вершины равностороннего треугольника, который образуется при поперечном разрезе витка. Выступы и впадины выполняют в виде треугольников со срезанными вершинами. В некоторых случаях впадины закругленные.
Если стороны каждого витка мысленно продлить до точки их пересечения, то они сформируют угол профиля (α).

Профиль резьбы
Основные параметры, указанные в обозначениях метрической резьбы, характеризуют ее размер. К ним относятся диаметр и шаг.В обозначениях метрической резьбы указывают основные параметры.
Диаметр резьбы делят на 4 вида:
- наружный;
- внутренний;
- средний;
- номинальный.
Такие параметры резьбы, как ход (Рh) и шаг (Р), взаимозависимы и равны для однозаходной системы.

Ход и шаг резьбы
Участок, разделяющий одноименные точки на двух витках, — это шаг резьбы. Выделяют основной шаг (крупный) и мелкий.
Ход резьбы – отрезок, соединяющий две одинаковые точки на соседних витках одного захода. В случае, когда заходов несколько, ход выражают через произведение числа шагов на количество заходов.
К основным элементам резьбы также относятся:
- Поверхность под наклоном 45º перед внутренней или за наружной, называется фаской. Она играет роль в соединении элементов.
- Сбег – место перехода к не нарезанной поверхности детали. Объединяет эти два показателя длина, то есть отрезок с витками, фаской и сбегом.
Для резьбы метрической основные размеры сведены в таблицы соответствующих стандартов: ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004.
О возможных конструкционных отклонениях, вызванных свойствами материалов, сообщают поля допусков, со значениями, не превышающими номинальный профиль, сформированный максимумом материала. Эти показатели влияют на точность посадки резьбы – плотность проникновения выступов в зазоры.
Поля допусков резьбы делят на три класса точности. А также на 4 вида по предпочтительности по выбору.
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).

Схема муфтового соединения труб
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.

На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Как выбрать крепеж по типу резьбы
Существует достаточно много разновидностей резьбы: ударная (зонтичная), разреженная резьба, многозаходная, резьба с мелким шагом.
Резьба с мелким шагом будет хороша для оснований с большой плотностью. Узлы, выполненные с таким видом резьбы, будут очень прочными и надежными. Они отлично сохранятся при динамических и вибрационных воздействиях. Также, в этом случае особенно пригодится свойство крепежа с мелкой, частой и острой резьбой вкручиваться в материалы с большой плотностью с высокой эффективностью.
Разреженная резьба и резьба, имеющая крупный шаг отлично подойдет для установки в пористые основания (древесину, гипсовые стены, ДСП). Редкие витки дают возможность очистить отверстие от стружки и строительного мусора.
Многозаходная резьба сделает работу по монтажу очень быстрой и легкой. Благодаря тому, что ее ход больше шага, закручивание такого элемента не будет требовать особых усилий. Такие метизы будут удобны при устройстве временных узлов, ведь они часто подвергаются сборке и разборке. Пример многозаходной резьбы, пожалуй, можно встретить в каждом доме в виде крышки для банки с консервированными продуктами. Они действительно легко откручиваются при небольшом повороте и применении незначительных физических усилий.
Из-за свойства такого вида резьбы плотно крепиться к поверхности, такие болты, шпильки и саморезы целесообразно использовать в случаях угрозы выдергивания. Двухзаходная и трехзаходная резьба будет незаменима для крепления к ДСП и в случаях соединения материалов, имеющих разные свойства.
Ударная или зонтичная резьба имеет ассиметричные толстые витки и тупой угол вершины. Такие элементы можно забивать, а не закручивать. Это значительно убыстряет процесс монтажа. При этом во время разборки потребуется выкручивать забитый метиз с помощью отвертки.
Также при выборе крепежных элементов очень большую роль играют их наконечники. Они бывают тупые, острые и со сверлом.
Перед тем как установить крепежные детали с тупыми наконечниками, нужно предварительно засверлить отверстия. Они применяются, в основном, с другими деталями в комплекте. Например, совместно используют болт и гайку, а также шпильку и гайку. Для них характерна метрическая резьба, поэтому парный крепеж подобрать не составит труда. Подготовленные отверстия должны быть и при использовании метизов с острыми наконечниками. Хотя в мягкие и пористые поверхности их можно установить и без такой предварительной работы. Используется несколько разных видов острого наконечника, в зависимости от которых можно получить различный эффект прохождения в материал основания. Острый надсеченный наконечник имеет свойство похожее на сверло, поэтому обрабатывать основание путем засверливания нет нужды. Это будет необходимо сделать только в очень твердых материалах. Резьба на таких изделиях может выполняться разреженной, крупной, мелкой, ударной, одно- и двузаходной.
Для особенно твердых материалов, таких как металл, используется наконечник в форме сверла. Такие крепежные элементы не требуют засверливания отверстий перед монтажом, они устанавливаются непосредственно в существующее основание.
Сверла классифицируются в зависимости от толщины. Известно шесть их разновидностей. Широкого применения получили сверла под номером три, они будут эффективны в зависимости от диаметра крепежного элемента в основаниях толщиной в пределах от 2 до 5,6 мм. Вообще, чем более толстое сверло и с большим диаметром крепежного элемента, тем успешнее оно может справиться с более толстыми основаниями. Самые маленькие и большие сверла крайне редко используют.
Очень важно перед использованием крепежных элементов подготовить их к применению таким образом: очистить от заводской смазки и грязи; организовать комплектацию и хранение. Прогонка резьбы может выполняться вручную или гайковертом
Резьбы крепежных болтов и гаек подвергаются предварительному смазыванию. Подготовленные метизы должны храниться в закрытой таре без возможности доступа влаги.
Только придерживаясь правильного подбора крепежных элементов и их резьбы в зависимости от материала оснований и ожидаемых воздействий, можно получить очень надежные соединения.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Калибры для контроля резьбовых болтов и гаек
Калибры для контроля годности цилиндрических резьбовых соединений действуют как комплект жестких средств, осуществляющих контроль годности резьбы. Преимущество их состоит в том, что они обеспечивают полную взаимозаменяемость рези скручиваемых деталей. Все калибры делятся на две основные группы: для внешней и для внутренней резьбы. По принципу построения они делятся на непроходные и проходные, каждый из которых контролирует свою границу поля допуска, по форме поверхности – на нарезные и гладкие. Резьбовые соединения с полным профилем проходного калибра имеют контур номинального профиля и параметры, выполненные с высокой точностью.
Читать также: Где можно поточить ножницы

Понятие о резьбе
Статьи » Понятие о резьбе Наиболее распространенными соединениями деталей машин являются резьбовые. Широкое применение резьбовых соединений в машинах и механизмах объясняется их простотой и надежностью, удобством регулирования затяжки, а также возможностью их разборки и повторной сборки без замены детали. Нарезанием резьбы называется её образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей. Резьба бывает наружной и внутренней.
Деталь (стержень) с наружной резьбой называется винтом, болтом, а с внутренней – гайкой. Эти резьбы изготовляют на станках и вручную.
В зависимости от направления подъема витков на цилиндрической поверхности винтовая линия (резьба) может быть правой и левой. Если винтовая линия при навивании треугольника на цилиндр, удаляясь от основания, постепенно поднимается слева направо, т. е. против часовой стрелки, то она называется правой, соответственно и резьба называется правой. Если винтовая линия при навивании треугольника на цилиндр, удаляясь, постепенно поднимается справа налево, т. е. по часовой стрелке, то она называется левой, соответственно и резьба называется левой.
Правыми винтовая линия и соответствующая ей резьба называются потому, что для завинчивания винта с этой резьбой винт или гайку надо вращать вправо, т. е. по часовой стрелке. При левой резьбе винт или гайку для завинчивания надо вращать влево, т. е. против часовой стрелке. В машиностроении чаще применяют правые резьбы.
Оставшееся нетронутым после нарезания резьбы круглое поперечное сечение материала является внутренним поперечным сечением резьбы, а диаметр этого сечения- внутренним диаметром резьбы. Наружный диаметр стержня является номинальным диаметром резьбы, илидиаметром резьбы.
Основные элементы резьбы.
У всякой резьбы различают следующие основные элементы: профиль; угол и высоту профиля; шаг; наружный, средний, и внутренний диаметры резьбы.
- Профиль резьбы рассматривается в сечении, проходящем через ось болта или гайки.
- Ниткой (витком) называется часть резьбы, образуемой при одном полном обороте профиля.
- Угол профиля – угол между боковыми сторонами (гранями) профиля резьбы, измеряемый в плоскости, проходящей через ось болта. В метрической резьбе этот угол равен 60 град., в дюймовой – 55 град.
- Высота (глубина резьбы) Н1 профиля – расстояние от вершины резьбы до основания профиля, измеряемое перпендикулярно оси болта.
- Шаг резьбы Р — расстояние между параллельными сторонами или вершинами двух рядом лежащих витков, измеренное вдоль оси резьбы. Вметрической резьбе шаг выражается в миллиметрах; дюймовая резьба характеризуется числом ниток (витков) на одном дюйме. 1 дюйм -2,54 см
- Наружный диаметр резьбы — диаметр цилиндра, описанного около резьбовой поверхности. Наружный диаметр измеряется у болтов по вершинам профиля резьбы, у гаек – по впадинам.
- Внутренний диаметр резьбы – диаметр цилиндра, вписанного в резьбовую поверхность. Внутренний диаметр измеряется у болтов по впадинам, у гаек- по вершинам профиля резьбы.
- Средний диаметр резьбы – диаметр соосного с резьбой цилиндра, образующие которого делятся боковыми сторонами профиля на равные отрезки.
Профили резьб.
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
Чаще всего применяется цилиндрическая треугольная резьба; обычно её называют крепежной, так как нарезают на крепежных деталях, например на шпильках, болтах и гайках.
Основные типы резьб и их обозначение.
В машиностроении, как правило, применяют три системы резьб – метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, угол профиля равен 60 град. , диаметры и шаг выражаются в миллиметрах.
Метрические резьбы делят на резьбы с нормальным шагом и с мелкими шагами.
Метрические резьбы с нормальным шагом обозначают М20 (число – наружный диаметр резьбы), с мелкими шагами – М20Х1,5, первое число – наружный диаметр, второе- шаг).
Метрические резьбы применяют в основном как крепежные: с нормальным шагом – при значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами – при малых нагрузках и тонких регулировках.
Шаг резьбы для стандартных винтов, болтов, гаек
| М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 | М22 | М24 |
| 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 |
Оригинал статьи
тут www.dalteh.ru/rus/kater/fasten/por/
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.

Основные параметры
К основным параметрам относятся:
- шаг (расстояние между 2-мя соседними витками резьбы);
- внешний диаметр (диаметр элемента крепежа с учетом выступающего витка резьбы);
- внутренний диаметр;
- величина угла на вершине витков резьбы.
Виды резьбы
Резьбы можно разделить по следующим признакам:
- назначению (крепежная, крепежно-уплотняющая, ходовая или специальная резьба);
- виду профиля (треугольная, трапецеидальная, упорная, прямоугольная или круглая резьба);
- величине шага ;
- направлению (правая и левая);
- системе измерения параметров резьбы (метрическая и дюймовая);
- месту расположения на детали (внутренняя и внешняя);
- виду поверхности;
- числу заходов (одноходовая и многоходовая).

Свойства различных видов резьб
Крепежная резьба используется для соединения деталей. Крепежно-уплотняющая резьба используется для таких соединений, в которых важны не только прочность, но и герметичность соединения. Ходовая резьба используется для обеспечения движения одной детали относительно другой. Резьба специального вида используется в часовых механизмах или в окулярах.
Назначение резьбы обычно влияет и на другие характеристики используемой резьбы. Так для крепежа чаще всего используется треугольная метрическая или дюймовая правая однозаходная резьба. При этом параметры метрической резьбы стандартизированы для различных применений. Профиль треугольной резьбы — равносторонний треугольник, вершина которого срезана. Впадины между нитками резьбы притуплены, что требуется для уменьшения напряжений.
Метрическая резьба может иметь крупный шаг или мелкие шаги. В соответствии со стандартом, например, метрическая резьба М20 может иметь крупный шаг размером 2,5 мм и 5 более мелких шагов размерами от 0,5 до 2 мм. Соединение с мелким шагом используется в тех случаях, когда необходимо соединение тонкостенных деталей, а также для обеспечения торможения.
В некоторых случаях для увеличения прочности соединения используется многозаходная резьба. Такой вариант соединения важен в случаях, когда диаметр винта относительно невелик. При использовании многозаходной резьбы ее шаг, высота и внутренний диаметр будет соответствовать однозаходной резьбе, а ход (то есть, перемещение гайки) будет значительно больше. Необходимо учитывать, что технология нарезания многозаходной резьбы сложна, а, следовательно, и стоимость выполнения такой операции довольно велика.
Профиль крепежной дюймовой резьбы — треугольник с углом в 55°. Все параметры дюймовой резьбы задаются в дюймах. Такая резьба используется в изделиях, разработанных в западных странах, а в России используется только при ремонте импортной техники. Однако крепежно-уплотнительные дюймовые резьбы с углами 55° и 60° стандартизированы и используются в трубопроводах.
Профиль трапецеидальной резьбы — трапеция с углами наклона в 30°, а упорной резьбы — трапеция с углами в 30° и 3°. Оба типа резьбы являются ходовыми и используются для передачи движения. Например, трапецеидальная резьба используется для реверсивной передачи в токарных станках, а упорная – для передачи односторонней нагрузки в домкратах и прессах.
Прямоугольная резьба ограниченно используется в передачах движения. Она имеет большой КПД, но малую прочность. Кроме того, при изготовлении такой резьбы возникают технологические трудности.
Круглая резьба используется для водопроводной арматуры, для механизмов, работающих в агрессивной среде. Профиль такой резьбы образуется дугами и прямыми линиями.
Диаметры резьбы
Это важнейший параметр, которым определяется метрическая резьба. Некоторые сведения отражены в таблице.
| № | Вид диаметра | Обозначение | Описание |
| Наружная | |||
| 1 | наружный | D | соответствует диаметру цилиндра, который условно описывается по вершинам (выступам) |
| 2 | внутренний | D1 | это диаметр цилиндра, условно описанного вокруг впадин |
| Внутренняя | |||
| 1 | наружный | d | соответствует диаметру цилиндра, который условно описывается по впадинам |
| 2 | внутренний | d1 | это диаметр цилиндра, условно описанного вокруг вершин (выступов) |
Кроме того рассматриваемый тип крепежного соединения определяется диаметрами:
- Средний (D2 – для наружной; d2 – для внутренней) – диаметр условного цилиндра, расположенного соосно с резьбой, все образующие которого пересекаются с ее профилем так, что получающиеся при пересечении с резьбовой канавкой отрезки, равняются половине ее номинального шага.
- Номинальный – это диаметр, используемый при обозначении на чертежах, в справочных материалах и другой документации; он характеризует ее размеры. Его величина равна величине наружного диаметра.

В ГОСТ 24705-2004 приведены стандартизированные значения перечисленных диаметров.







