Метчики для нарезания резьбы. виды и таблица размеров
Содержание:
- Инструменты для выполнения внутренней резьбы
- Дедовский способ: как подобрать сверло под метчик
- Параметры отверстия для резьбы
- Процесс нарезания
- Виды резьбы
- Диаметр сверла под резьбу (таблица)
- Параметры – диаметр резьбы и шаг
- Параметры отверстия
- Технология нарезания внутренней резьбы
- Как нарезается резьба?
- Применение метчика
Инструменты для выполнения внутренней резьбы
Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
Дедовский способ: как подобрать сверло под метчик
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Комплект метчиков 1 и 2 номер (фото взято с сайта: maxidom.ru)
В ЧЕМ СЛОЖНОСТЬ?
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие
И тут сложность состоит в том, что важно не ошибиться в диаметре сверла
Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все.
Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик!
ДЕДОВСКИЙ СПОСОБ
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8. Шаг у них: 1,25.
- Теперь необходимо взять метчик 8*1,25.
- Отнимает второе значение от первого: 8-1,25. Получается 6,75.
- Но сверла на 6,75 не бывает, поэтому округляем полмиллиметра в большую сторону. Получается 6,8.
- Выходит, что чтобы успешно нарезать резьбу под 8*1,25, необходимо использоваться сверло 6,8 мм.
Все донельзя просто!
Набор метчиков и плашек (фото взято с сайта: vavilon-s.com)
Успехов вам в нарезании резьбы!
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик. Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения. Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
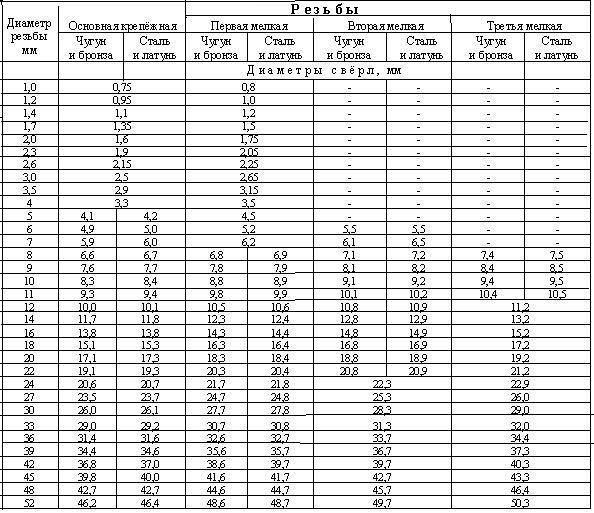
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8
;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
МЕТОДИКА
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1)… (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
d — D + El + А.
где /), — номинальный внутренний диаметр резьбы гайки, мм;
EI — нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А — величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| — верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А — величина подъема витка, определяемая по табл. 1;
б) для группы материалов
Л,+
где А — наименьшее значение величины подъема витка для данного шага резьбы.
2.4. Допуск на диаметр отверстия Ad u определяют по формуле
\d =■ d — d . (4)
2.5. Пример расчета диаметра отверстия под резьбу М10 с полем допуска 6Н (Р = 1,5 мм; D = 8,376 мм: EI = 0; Е1*Т () = 0,300 мм) для группы материалов (наибольшее значение величины подъема витка А = 0.255, наименьшее значение величины подъема витка А = 0,110).
1. d — 8,376+0+0,255 = 8.631 мм. Округляем до d » 8,63 мм.
2. d t = 8.376+0.300+0,110 = 8,786 мм. Округляем до = 8.79 мм.
3.Д,= 8,79-8.63 = 0.16 мм.
4. Диаметр отверстия 8,63‘ м ’ мм.
2.6. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом приведены в табл. 2. для резьб с мелким шагом — в табл. 3.
2.7. Рекомендуется производить уточнение предельных размеров диаметров отверстий на первых 3-5 изделиях партии в зависимости от механических свойств обрабатываемых материалов, плавки, термообработки и других технологических факторов.
2.8. Диаметры сверл под нарезание резьбы в материалах повышенной вязкости приведены в табл. 4.
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Виды резьбы
 внутренняя резьба на муфте-бочонке
внутренняя резьба на муфте-бочонке
Различаются по основным характеристикам:
- системе исчисления диаметра (дюймовая, метрическая, другие);
- количество заходов (двух-, трех- или однозаходная);
- форма профиля (прямоугольный, трапециевидный, треугольный, круглый);
- направление вращения винта (левая или правая);
- размещение на детали (внутренняя или наружная);
- форма детали (конус или цилиндр);
- назначение (ходовая, крепежно-уплотнительная или крепежная).
Согласно перечисленным признакам выделяют следующие виды:
- цилиндрическая (MJ);
- метрическая и коническая (M, MK);
- трубная (G, R);
- Эдисона круглая (E);
- трапецеидальная (Tr);
- круглая для сантехнического крепежа (Kp);
- упорная (S, S45);
- дюймовая, в том числе цилиндрическая и коническая (BSW, UTS, NPT);
- нефтяного сортамента.
Диаметр сверла под резьбу (таблица)
SVERLA.info » Статьи » Диаметр сверла под резьбу

Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 |
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Параметры – диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.

Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.

Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
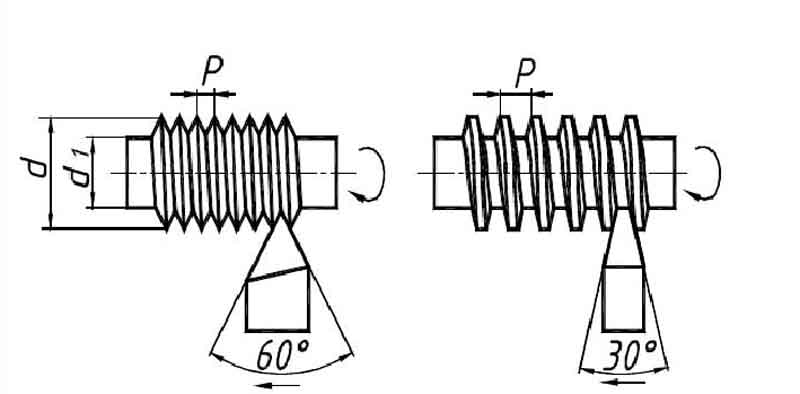
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.. Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа
У них имеется усиленная штанга, проникающая внутрь отверстия
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
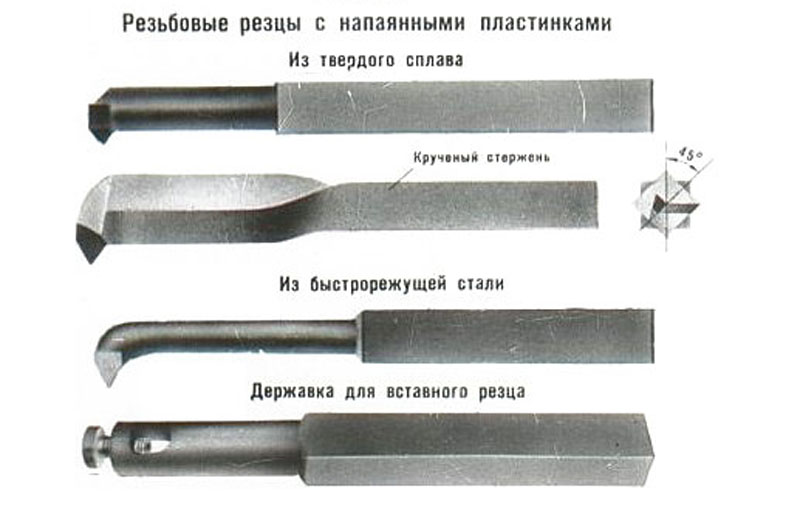
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.

Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
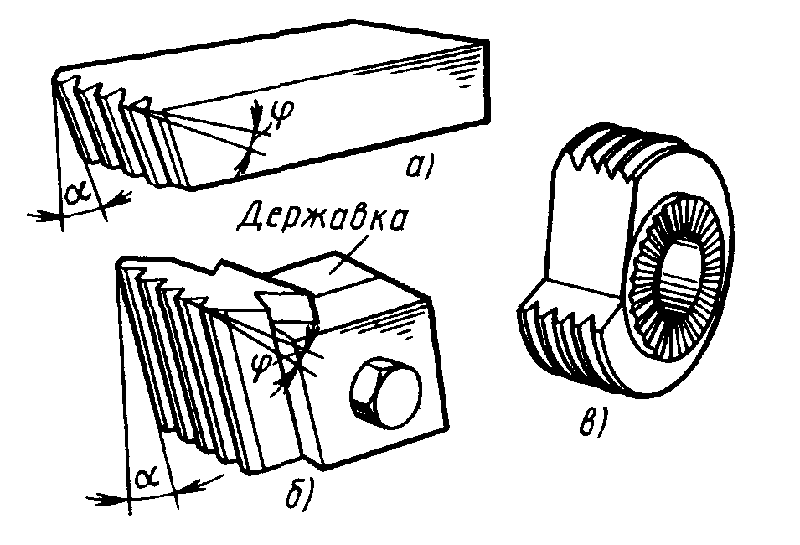
Гребенки для нарезания резьбы снаружи и в отверстии:
а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
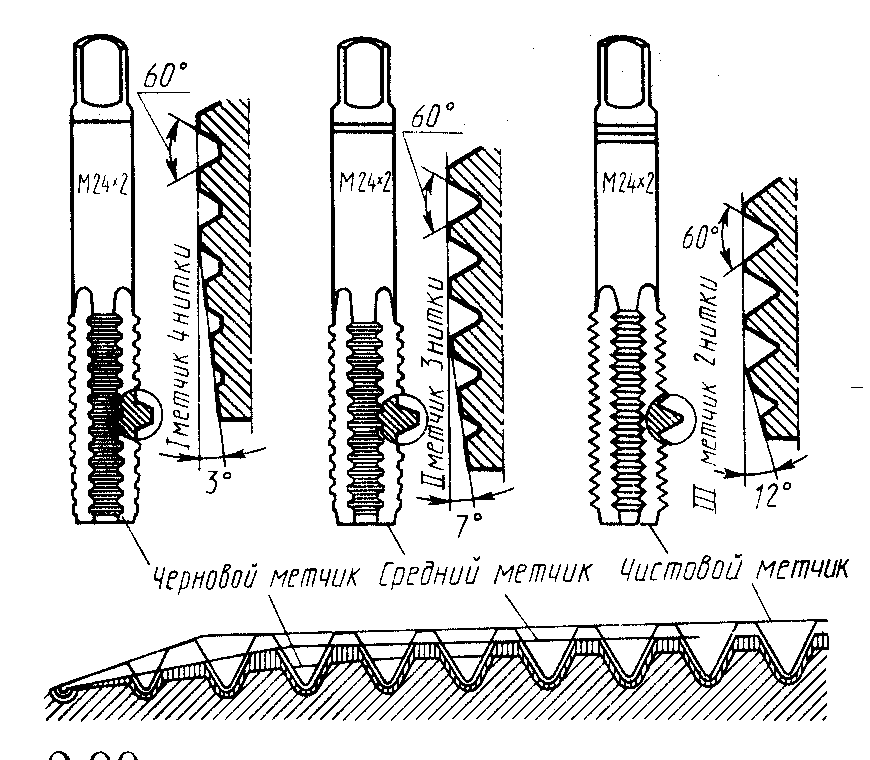
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.





