Необычное применение сварочного инвертора
Содержание:
- Прямая и обратная полярность
- Курсы для сварщиков
- пошаговая инструкция. Какие меры, касающиеся техники безопасности, необходимо соблюдать?
- Типы: характеристики, их достоинства и недостатки
- Выбор маски
- Выбираем, покупаем
- Организация рабочего места и надежная экипировка сварщика
- Некоторые особенности инверторного сварочного аппарата
- Переменным или постоянным током
- Характеристики самодельного инвертора
- Разжигание дуги и контроль ее длины
- Что представляет собой инверторный аппарат
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
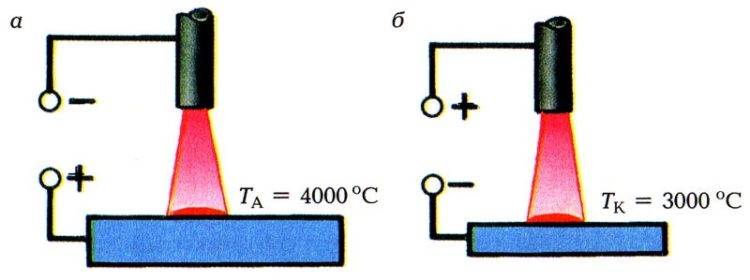 Прямая и обратная полярность.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Курсы для сварщиков
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
пошаговая инструкция. Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Любому человеку достаточно узнать, как , и как варить инвертором, чтобы никогда не иметь проблем в быту, связанных с необходимостью качественного соединения различных изделий из стали и металла.
1 Коротко об устройстве сварочного инвертора и его ключевых достоинствах
Инверторное оборудование завоевало настоящую любовь у домашних умельцев благодаря тому, что оно позволяет каждому выполнять сварочные работы своими собственными руками. Стандартный инвертор для сварки конструктивно включает в себя:
- электронный преобразователь частоты;
- систему управления;
- сетевой выпрямитель и фильтр;
- силовой выпрямитель;
- высокочастотный трансформатор.
Современное устройство такого оборудования обеспечивает отличный сварной шов, добиться которого несложно любому человеку. При этом инвертор представляет собой весьма компактный агрегат. Он не занимает много места. Да и вес оборудования находится в пределах 5–15 килограммов, что дает возможность использовать его в качестве мобильного сварочного устройства.
Достаточно научиться правильно пользоваться инвертором, и он станет вашим надежным помощником в домашних делах. Инструкция к инверторному оборудованию того или иного производителя обычно подробно описывает, как следует производить подключение сварочного инвертора, какие электроды выбирать для соединения изделий из легированных, углеродистых, и из разных металлов.

Правда, бывает, что инструкция к аппарату не прилагается. Или же она имеется, но на иностранном языке. Понятно, что необходимо четко понять, как правильно варить такой «беспаспортной» установкой, иначе выполнение работ сварочным инвертором вместо удовлетворения от проделанных мероприятий принесет его владельцу одни неприятности. Об общих правилах использования сварочного инверторного оборудования мы и поговорим ниже.
2 Подготовка инвертора к работе
Перед тем, как приступить к сварке, нужно подготовить маску, защитную обувь и одежду. Без этого инвентаря варить сварочным агрегатом категорически запрещается. Также потребуется выбрать конкретные марки электродов для соединения деталей и конструкций, изготовленных из того или иного металла (о правилах выбора сварочных стержней мы расскажем далее). Не помешает и щетка со стальными щетинками, с помощью которой можно будет зачищать поверхности под сварку.

После этого необходимо выполнить правильное подключение сварочного аппарата. Так как описываемое оборудование имеет немалую мощность, следует заранее проанализировать возможности электросети, от которой будет запитываться инвертор. Все модели сварочных инверторов, предназначенных для бытовой эксплуатации, подключаются к 220-вольтной сети. В этом плане у вас проблем возникнуть не должно.
Важно лишь установить автоматический выключатель с требуемыми характеристиками, чтобы не беспокоиться о коротком замыкании и прочих неприятностях с электрической сетью. Далее понадобится подготовить площадку, на которой будут выполняться сварочные работы. Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика
Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений
Она должна быть свободна от посторонних предметов и конструкций, ограничивающих движения сварщика. Рядом с местом проведения работ не допускается наличия легкозагорающихся вещей, огне- и взрывоопасных соединений.

Удостоверившись в безопасности рабочего места, надеваем спецодежду и защитные приспособления, а затем:
- подсоединяем провода и кабели к инвертору;
- в держак вставляем сварочный стержень;
- к свариваемому изделию подключаем клемму массы.
Теперь с помощью аппарата можно варить разнообразные изделия.
3 Ключевые особенности применения инвертора
Для использования сварочного агрегата по назначению для начала нужно выполнить розжиг электрической дуги. Для этого подносим конец электрода под некоторым углом к стальной (металлической) поверхности и выполняем чиркающее легкое движение по ней. При удачном поджиге стержня появится небольшая вспышка, металл начнет плавиться. Вы можете начинать сварку.
Варить металл необходимо таким образом, чтобы во время процесса стержень находился от свариваемой поверхности на дистанции, примерно равной сечению выбранного электрода. Как правило, углеродистые стали и многие дру
Типы: характеристики, их достоинства и недостатки
Устройства для сварки трением, давлением, диффузной и лазерной будет точнее назвать станками. Это стационарные машины, задача которых обработка серийных изделий.
При том, что само сварочное оборудование и характеристика принципов во многом совпадают.
Трансформаторы переменного тока
«Классический» тип электродугового сварочного аппарата. Сварка ведется плавящимися электродами, образующими соединительный шов.
Управление процессом ведется в ручном режиме.
Главный недостаток, сильная зависимость качества стыка от квалификации сварщика. Кроме того, высокая температура перекаливает метал, снижая прочность. Плюс — высокая надежность и простота.
Аппараты постоянного тока
Могут отличаться по способу создания постоянного тока. Одни используют выпрямитель, другие представляют собой сварочный генератор с двигателем.
Существуют генераторы, приводимые в движение дизелем, ДВС либо газовым мотором, не требующие эл. сети.
Из недостатков — сложность, громоздкость оборудования, высокая стоимость.
Инверторы
Изобретенные еще в прошлом веке долгое время не получали применения, из-за капризности и высокой стоимости. Сейчас с большей частью недостатков удалось справиться, а инверторные заметно теснят «классические» трансформаторные схемы.
Внешне инвертор выглядит как обычный аппарат. Но в его основе лежит использование мощных полупроводниковых приборов (тиристоров), а главное тока высокой частоты. В результате аппараты дают устойчивую дугу с точно регулируемыми параметрами, а вес некоторых устройств удалось свести к паре килограммов.
Из минусов — ограниченность применения при низких температурах. Кроме того, при повышении мощности устройства резко возрастает его стоимость, а также габариты.
Полуавтоматы
Следующий шаг развития видов сварочных аппаратов для ручной сварки. Практически это тот же инвертор или трансформатор с выпрямителем, однако отдельный электрод заменила катушка с проволокой. Скорость подача последней в зону горения дуги регулируется в зависимости от толщины металла.
Дополнительное улучшение — подача в сварочную зону углекислого газа. Защищая металл от окисления, он к тому же охлаждает свариваемые детали, не давая им перекаливаться.
На сегодня применяют два основных типа полуавтоматов:
- С подачей углекислого газа в рабочую зону.
- Без создания газовой защитной среды.
У второго типа создание защитного слоя флюса обеспечивает специальная сварочная проволока. Могут существовать и универсальные устройства, способные работать в обоих режимах.
Аргоновый дуговой
К недостаткам можно отнести относительно высокую стоимость, сложность обслуживания, многочисленные настройки.
Эти устройства обеспечивают сварку в среде инертных либо активных газов (так называемая сварка TIG — аббревиатура сочетания Tungsten Inert Gas, или «вольфрам с инертным газом»). Для создания соединительного шва использую сварочный пруток либо проволоку.
Сама дуга создается с помощью неплавящегося тугоплавкого электрода из вольфрама.
С помощью этих устройств, используя соответствующие присадочные металлы оказалось возможным выполнять сварку цветных металлов, а также специальных легированных сталей.
При этом работа аппаратами, работающими на этом принципе, требует высокой квалификации, а использование дорогостоящих расходных (газ, прутки) делает сварочный процесс весьма затратным.
Точечный
Наиболее простой и экономичный тип. Соединение создается локальным нагревом при сжатии деталей. При этом не образуется дуги, вести работы можно без защитного щитка.
Различают два типа оборудования:
- Сварочные клещи.
- Споттер.
Существенным минусом является необходимость для клещей доступа с двух сторон. Что касается одностороннего споттера, его настройка и использование требует высокой квалификации. Получаемое соединение не обеспечивает герметичность шва. Контактная сварка не требует дополнительных расходников (без электродов или газа) как другие типы
Газовый
Простота процесса, универсальность аппарата, надежность стыка делают этот тип конкурентно способным несмотря на развитие электросварочных устройств.
Из минусов — громоздкость. Требует небезопасных газовых баллонов, шлангов, регулировочных редукторов.
Плазменная сварка
При ряде преимуществ (низкий ток дуги, высокая температура) имеет ограничения, связанные со сложностью процесса, а также высокой стоимостью профессионального оборудования.
С успехом используется для сварки тугоплавких нержавеющих сталей, таких металлов как вольфрам или молибден.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.

Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.

Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.
Преимущество сварочной маски — полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».

Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.
Выбираем, покупаем

Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.

Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Некоторые особенности инверторного сварочного аппарата
Сварочный инвертор является оборудованием, которое состоит из таких элементов, как:
- система управления;
- преобразователь частоты;
- трансформатор, у которого высокая частота;
- накопитель;
- силовой и сетевой выпрямители;
- сетевой фильтр.
Особенностью инверторного сварочного аппарата является то, что он не приводит к скачкам электроэнергии в сети, к которой он присоединен. Это обусловлено тем, что в его состав входит накопительный конденсатор, который обеспечивает бесперебойность электрической сети, а также мягкое разжигание дуги и дальнейшее ее удержание.
Несмотря на такой достаточно сложный состав, этот аппарат является малогабаритным, что позволяет его носить на плече. При этом на качество шва, выполненного при его помощи, малые размеры не сказываются. Инверторный сварочный аппарат может быть использован в бытовых целях, а также на производстве. При его легкости работы можно вести в достаточно трудных местах, к которым прочая техника и оборудование доставлены быть не могут.
Для обеспечения безопасной работы с инверторным сварочным аппаратом необходимо иметь в наличии маску для сварщика или очки. Также должно быть в наличии требуемое количество электродов, которые соответствуют марке стали.
Характеристиками, по которым можно выбрать сварочный инверторный аппарат, являются:
- Возможность регулирования сварочного тока. Для бытовых нужд такой показатель должен быть в пределах 160-200 А.
- Время беспрерывной работы сварочным инверторным аппаратом. В паспортных данных это значение указывается в процентах. Например, если указано 40%, то это означает, сколько времени аппарат может работать надежно и без перегрева. Оставшиеся 60% приходятся на отдых. Защита от перегрева устанавливается производителем. Она отключает оборудование по достижении этого коэффициента автоматически. Эти процентные показатели приведены при максимальной нагрузке на инверторный сварочный аппарат.
- Мощность, которую он способен потребить. Указывается 2 величины: в рабочем состоянии, то есть когда происходит непосредственно процесс сварки, и на холостом ходу.
- Устройство корпуса. Если конструкция кожуха предусматривает дополнительную защиту от влаги и пыли, то такой аппарат можно использовать на производствах с повышенными данными характеристиками. Для бытового использования усиление этих показателей не требуется.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.

ОЗЛ-8
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.

ОЗЛ-14А
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Разжигание дуги и контроль ее длины
В инверторе полуавтоматического типа дуга зажигается нажатием кнопки, что удобно для начинающего. Если же используют инвертор для ручной сварки, то для розжига дуги применяются такие способы, как постукивание или чирканье.
 Чирканье (как спичкой о коробок) провоцирует искру, запускающую дугу (надо кончиком электрода коснуться поверхности и вести по ней, затем плавно поднять его на нужное расстояние).
Чирканье (как спичкой о коробок) провоцирует искру, запускающую дугу (надо кончиком электрода коснуться поверхности и вести по ней, затем плавно поднять его на нужное расстояние).
Чиркать надо только на месте сваривания или рядом. Почти аналогичным способом является постукивание, но здесь производится не ведение по металлу, а касание сварочного шва и отведение электрода. Обычно при сварке инвертором дуга зажигается быстро, и здесь не возникает проблем.
Расстояние от поверхности металлической детали до электродного стержня – промежуток дуги. Он на всех этапах сварки должен быть одним и тем же, чтобы результат был без дефектов и с желаемым качеством.
При небольшом зазоре сварной шов будет более выпуклым, а расплавление материла плохим. А при большом расстоянии дуга будет сильно расшатываться, в итоге линии стыковки получатся непрочными и неровными.
Что представляет собой инверторный аппарат

Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.





