Сварочные электроды для инвертора как выбрать
Содержание:
- Используем правильные электроды
- Преимущества этих марок электродов
- Подбор силы тока
- Виды свариваемых материалов
- Виды электродов по назначению
- Общее описание порядка сварки инвертором
- Лучшие сварочные электроды с целлюлозным покрытием
- Принципы классификации
- Выбор сварочного аппарата
- Как выбрать электроды для инверторной сварки
- Особенности выбора электродов
- Резюме
- Виды электродов
- Необходимое оборудование и экипировка
- Какие сварочные электроды лучше купить
- Определение нужного диаметра
- Основные параметры и характеристики
- Почему сварка прожигает металл
Используем правильные электроды
Всегда обращайте внимание на химический состав сердечника — обрабатываемый металл и данный элемент должны быть одного материала. Наибольшее распространение в домашнем хозяйстве получили конструкционные стали

Необходимо учитывать обрабатываемый материал и подбирать электроды ему в соответствие
Реже встречается в работе с нержавеющая сталь. В этом случае и сам сердечник должен быть из нержавейки.
Все виды работ не только дома, но и на стройке вы сможете выполнить имея такие марки электродов:
- ОК 63.34 — применяется для работ исключительно с нержавейкой.
- AHO 21 — используются в работе с углеродистой сталью.
- МР-3 — обладают рутиловым покрытием, что позволяет стабилизировать процесс горения и увеличить прочность шва.
- УОНИ 13/55 — требуется для сварки низколегированных или углеродистых сталей.
Это наиболее подходящие виды электродов для новичков, работающих с инверторными аппаратами для сварки: с ними достаточно просто работать, к тому же они позволят получать качественные швы при минимальном присутствии опыта. Данные изделия отличаются такими высокими технологическими параметрами:
- Минимальное разбрызгивание металла.
- Хорошая отделяемость шлака.
- Приятный внешний вид сварочных швов.
- Устойчивое горение дуги.
- Качественные швы можно получить в любом положении.
- Подходит для случая, если речь идет о работе с грязными или ржавыми поверхностями.

Процесс сварки инвертором не отличается особой сложностью при грамотном подходе
Преимущества этих марок электродов

Сварочные электроды АНО прекрасно подходят начинающим сварщикам, так как они легко зажигаются и не требуют предварительной прокалки.
- Легкость сварки. Действительно, тормозить процесс могут электроды, состав которых не предназначен для той или иной стали.
- Качество шва. В наружной и герметичной работе это самый важный фактор. Сварка должна быть безупречной. Качественные электроды позволяют получить швы плоские или вогнутые.
- Отделимость шлака. Если начать отбивать его, можно тут же выяснить качество сварки предоставленными электродами. Плохой шов отлетит вместе со шлаком, и умение сварщика тут ни при чем.
- Допустимость сварки по коррозионному металлу. Это, конечно, допускается редко, но бывает. В этом случае сварка такими электродами показывает хороший результат.
- Сварка должна быть признана по санитарным нормам – такими электродами можно пройти проверку.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла
Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Виды свариваемых материалов
Выбрать подходящие стержни достаточно сложно. На глаз можно отличить чугун от нержавейки, сталь или цветного металла. Для каждого вида материала необходимо свое оборудование. При работе со стальными изделиями появляются некоторые сложности. На качественность работы влияет марка стали
Необходимо принять во внимание, что:
- С полуспокойной сталью можно работать рутиловыми или основными электродами.
- Кипящий тип стали предполагает присутствие любой смазки. Речь идет о слабораскисленном или низкоуглеродистом составе.
- Конструкции, изготовленные из особого вида спокойной стали, требуют наличия основной обмазки, так как предполагается присутствие существенных нагрузок динамического типа и эксплуатация в условиях низких температур.
Наблюдается стабильное горение основного элемента дуги, что благоприятно отражается на качественности шва. Рутиловые, кислые и целлюлозные электроды, работающие при переменном токе, имеют стабильную дугу и становится качественным. Наличие обмазки предполагает использование только постоянного тока, в то время как для остальных вариантов подойдет как постоянный, так и переменный ток.
Основное покрытие для этих целей является неприемлемым
Немаловажное значение имеет и направление нанесения шва. Для нижнего и вертикального положения оптимальным вариантом являются целлюлозные электроды
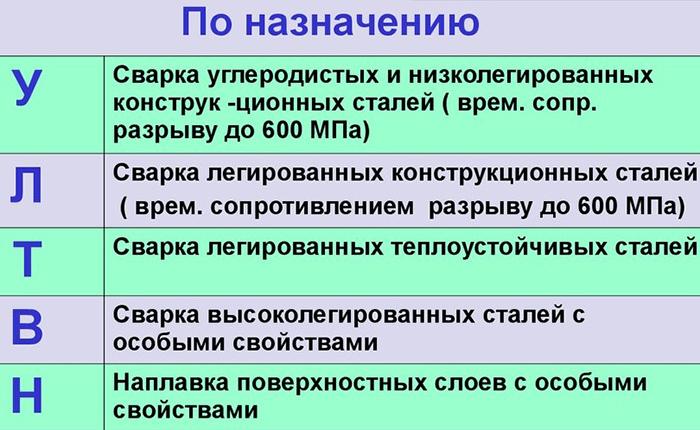
Виды электродов по назначению

- Электроды для сварки стали с углеродистым и нелегированным составом.
- Расходники для сварочных работ по термостойкой стали.
- Для сварки стали с легирующими добавками (подходят для нержавейки).
- Алюминиевые расходники для «крылатого» металла и сплавов с различным составом.
- Для сваривания меди и ее производных.
- Сварочные стержни для сварки по чугуну.
- Специальные расходники для ремонта и наплавки (используют для заварки трещин и прочих дефектов).
- Электроды предназначенные варить трудносвариваемые и неопределенные марки стали.
Отличаются такие расходники по металлу стержня и его составу, а также с различной обмазкой.
При электродуговой сварке инвертором стоит внимательно подходит к выбору электрода. Нельзя варить алюминий или медь расходниками, которые «специализируются» на стальных конструкциях. Это не даст положительного результата, а изделие будет испорчено.
- Основного.
- Рутилового.
- Целлюлозного.
- Кислого.
Разница в использовании их при различных режимах инвертора.
Электроды основного и целлюлозного класса обмазки выбирают при работе в режиме постоянного тока (пример — сварка нержавейки). Рутиловые расходники применяют как при постоянном, так и обратном токе. Они отлично поджигаются и имеют низкую степень разбрызгивания в процессе варки. Кислые обмазки, как и рутиловые, используются при работе с инверторным аппаратом с низким напряжением холостого хода.
Выбирая электроды в зависимости от покрытия также нужно руководствоваться маркой и видом металла.
Следует знать, что выбирая электроды для работы инвертором, нужно обращать внимание на их покрытие. Обмазка должна быть сухой, без следов сырости и плесени, а также целой
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Лучшие сварочные электроды с целлюлозным покрытием
Особенностью таких стержней является наличие большого количества органических элементов в составе.
При использовании электродов с целлюлозным покрытием достигается высокая скорость проведения работ, легкое отделение шлака, создается газовая защита материала.
Применяются они для сварки магистральных трубопроводов, обработки углеродистых и низколегированных сталей.
ESAB Pipeweld 6010 Plus
4.9
★★★★★
оценка редакции
94%
покупателей рекомендуют этот товар
К основным достоинствам этих стержней следует отнести удобство контроля сварочной дуги и большую глубину проплавления. Качество шва не зависит от выбранного пространственного положения, поэтому работать со стержнями крайне удобно.
Линейка электродов представлена образцами различного диаметра: 2.5, 3.2, 4 и 5 мм. Это позволяет успешно обрабатывать металл толщиной более 10 миллиметров. Стержни не требуют прокалки перед началом работы.
Достоинства:
- стабильное горение;
- легкое отделение шлака;
- гладкий шов;
- экономичный расход.
Недостатки:
не любят сырости.
ESAB Pipeweld 6010 Plus подойдут для бытового или профессионального использования. Широкий спектр допустимых диаметров позволяет обрабатывать металлы различной толщины.
Кратон J422
4.9
★★★★★
оценка редакции
91%
покупателей рекомендуют этот товар
Электроды отличаются высоким качеством производимого сварочного шва. Они обладают низкой склонностью к образованию пор и трещин, а также высокой прочностью — 420 MПa. Качественное покрытие не подвержено осыпанию даже при деформации.
Покупателю доступны стержни различного диаметра, в том числе 2.5, 3.2 и 4 мм. Это позволяет обрабатывать металл толщиной от 2 до 6 миллиметров. Работу можно вести в любом пространственном положении и при различных температурных условиях.
Достоинства:
- легкость отделения шлака;
- малые потери металла;
- качественный шов;
- низкая цена.
Недостатки:
сложность вторичного зажигания.
Кратон J422 используются для сварки низколегированных сталей. Особенно полезны электроды будут при обработке корневых швов трубопроводов или использовании в труднодоступных местах.
Bohler AWS E6013
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электроды Bohler используются для сварки монтажных или прихваточных швов. Легкое зажигание дуги повышает эффективность работы и способствует экономичному расходу электродов при осуществлении частых остановок.
В продаже присутствуют стержни диаметром 2.5, 3.25, 4 и 5 миллиметров. Максимальное допустимое значение силы сварочного тока составляет 240 А. Это гарантирует качественную обработку металлов толщиной до 20 мм.
Достоинства:
- прочный шов;
- экономичный расход;
- легкость повторного зажигания;
- широкий спектр применения.
Недостатки:
требуют длительного прокаливания.
Bohler AWS E6013 будут полезны как при мелком бытовом ремонте, сварке автомобильного кузова, так и в условиях цехового производства или возведения сооружений.
Принципы классификации
Существует несколько типов инвертором. Главный признак, который следует взять за основу, – это способность плавиться. Стержни, не расплавляющиеся при сварке, используют для работы в атмосфере защитного газа, например аргона.
Плавящиеся стержни применяют при ручной дуговой сварке инвертором, которая на практике в домашних условиях проводится чаще всего. Расплавляется не металлическая сердцевина, а нанесенное сверху покрытие. Компоненты наружного слоя улучшают свойства дуги, формируют защитное облако над рабочей зоной.
При выборе конкретной марки для инвертора принимают во внимание объем работ, требования к качеству шва и советы профессионалов. Можно заглянуть в специализированные журналы, чтобы узнать рейтинги марок
Но для домашнего использования вполне достаточно внимательно ознакомится с описанием на упаковке, чтобы понимать, для сварки каким током и каких материалов предназначен электрод. Приобретать изделия лучше всего у проверенного поставщика. Для специалисты советуют рутиловые или основные марки.
Покрытие
Решающее значение при выборе электродов для инвертора имеет режим проведения сварки и химический состав расходного материала:
электроды с покрытием щелочных (основных) компонентов применяют, если надо варить инвертором при постоянном токе обратной полярности. Ими варят высоколегированные стали;
рутиловые покрытия можно применять при сварке переменным и постоянным током как прямой, так и обратной полярности. Диоксиды титана (рутил) обеспечивают легкий розжиг дуги, при работе не происходит разбрызгивание металлов. Это лучший вариант, который можно выбрать;
для постоянного тока (то есть инвертора) подходит целлюлозная обмазка, которая создает хорошую защитную газовую среду;
рутилово-кислотная обмазка подходит, чтобы сварить металл переменным током или инвертором (полярность любая). Розжиг дуги происходит даже при низком напряжении
Важно учесть, что при работе с кислыми составами выделяются опасные пары. Сварку нужно проводить при хорошей принудительной вентиляции.
Выбор электродов регламентируется ГОСТом. Стандартом оговорен не только состав стрежней, покрытий, но и внешний вид, исключающий наличие вздутий, пористых участков, наплывов.
Стержень
 Электроды для инверторной сварки делают из материалов трех видов: высоколегированной проволоки, обычного легированного или углеродистого сырья.
Электроды для инверторной сварки делают из материалов трех видов: высоколегированной проволоки, обычного легированного или углеродистого сырья.
Начинающий мастер может сориентироваться в продукции по маркировки. Чем больше в ней присутствует букв и цифр, тем выше степень легирования. Каждая буква обозначает какую-то добавку, а рядом стоящая цифра указывает на ее процентное содержание.
Например, изделие из углеродистой стали имеет обозначение Св-10Г2, а из высоколегированной — Св-30Х15Н35В3Б3Т. Разница очевидна.
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы
Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.

Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Особенности выбора электродов
Выбирая расходные материалы, важно правильно оценить, какие лучше соответствуют вашим задачам. Из разнообразия, представленного в продаже, подходящие изделия определяют, руководствуясь такими критериями, как вид покрытия и диаметр
Последний не должен быть больше необходимого – это уменьшит плотность тока, ухудшит провар элементов и сделает образование сварочной дуги неустойчивым. У швов увеличивается ширина, что понижает их прочность.
Диаметр и размеры
При подборе расходных материалов для сварки надо определить правильный диаметр.
Он зависит от толщины соединяемых элементов:
- Для деталей толщиной 2 мм можно выбирать электроды с диаметром 2,5 мм.
- Для изделий 3 мм – электроды 2,5 мм.
- Для толщины 4-5 мм – диаметр 3,2-4 мм.
- Для деталей 6-12 мм – стержни 4-5 мм.
- Для толщины 13 мм – диаметр расходников должен составлять 5 мм.
Кроме толщины стержней, на процесс сварки влияет правильно выбранная мощность работы оборудования.
Назначение электрода
Перед тем как выбрать электроды, определите подходящее вам назначение. Для разных металлов существуют свои марки расходных материалов.
Вид подходящего для сваривания сплава определяют по букве в маркировке товара:
- У – используется для сваривания углеродистых слаболегированных сталей.
- М – для легированного материала.
- Т – для получения прочных соединений при работе с легированными сталями с повышенной теплостойкостью.
- Н – для сварки металла в области верхних слоев.
- Б – подойдет для работы с изделиями из высоколегированных сырьевых материалов особого назначения.
Разбираясь в маркировке, несложно подобрать подходящий тип продукции для обеспечения хорошего качества сварки.
Внешнее покрытие
Производители для улучшения рабочих свойств электродов наносят на них специальные смеси.
Покрытия стержней распределяются по следующим категориям:
- Ферросилицийное, ферромарганцовое (отмеченное в маркировке буквой А). Его использование усиливает плавкость сердечника, что положительно действует при выполнении сварки нижних швов.
- Рутиловое (отмечается как Р), представляет собой слой двуокиси титана с жидким стеклом. При его применении происходит повышение образования шлаков, снижается испарение легирующих компонентов. Швы обладают высокой прочностью, стойкостью к разрывам.
- Ц – целлюлозный материал с добавлением марганца, талька и целлюлозы. Преимущество материала – в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом.
- Кальциево-карбонатное основное покрытие (Б), тоже способствует образованию защитного газа. Но для создания постоянного шва материал не подходит, необходимо проводить доработку.
Прочие варианты покрытий обозначаются буквой П. В них включают легирующие компоненты, увеличивающие прочность соединений.
.jpg)
Резюме
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!
Виды электродов
Для инверторной, а также дуговой сварки используют электроды плавящегося типа, которые производятся преимущественно из специальной сварочной проволоки.
Данные элементы имеют свою классификацию, которая соответствует установленному ГОСТу.
В настоящее время они производятся из легированной, углеродистой, а также высоколегированной проволоки определенной марки.
Вся поверхность такого электрода покрывается в обязательном порядке специальным покрытием при помощи опрессовки.
Видео:
Данное покрытие наносится на сварочный стержень в целях защитить от атмосферного воздействия сварочную ванну во время выполнения работы, а кроме этого, дает возможность образующейся сварочной дуге гореть более стабильно.
Каждый мастер, который работает на сварочном аппарате инверторного типа, знает, что все электроды можно условно поделить на те, которые предназначены для выполнения сложной работы, и те, которые используются для всех остальных целей.
В этом случае следует отметить, что к первой категории относят электроды типа УОНИ, соответственно, ко второй — АНО.
При использовании электродов марки УОНИ можно осуществлять сварку поверхностей практически любой сложности, при этом работать с данными элементами достаточно сложно.
Нельзя использовать в работе те электроды, на которых даже частично отсутствует специальное защитное покрытие, а также те, которые находятся в сыром состоянии.
В большинстве случаев профессиональные мастера при работе с инверторами останавливают свой выбор на электродах марки УОНИ, которые дают возможность делать шов с максимальной плотностью.
В том случае, если необходимо выполнить шов с максимальным качеством, как правило, используют электроды марки МР-3С.
Наиболее универсальной и неприхотливой в работе считается марка электродов МР-3, при помощи которых моно проводить работы, в том числе и с ржавыми, а также влажными металлическими поверхностями.
В среде домашних умельцев чаще всего останавливают свой выбор на электродах марки АНО, которые отлично подходят для инверторных аппаратов практически всех типов.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя
Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А
Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики».
Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
Какие сварочные электроды лучше купить
Правильный выбор стержня зависит от технических характеристик инструмента, физических показателей металла и типа сварки.
Электроды разделяют на две группы:
- Плавящиеся;
- Неплавящиеся.
Первые изготавливаются из сварочной проволоки и подходят для обработки цветных металлов малой и средней толщины, а также сталей и сплавов.
Основой для неплавящихся электродов служат вольфрам, графит или уголь. Такие стержни используются при аргонодуговой сварке, обработке алюминия, меди, магния, бронзы, титана. Зачастую при работе с неплавящимися электродами применяют не только аргон или гелий, но и азот или водород.
Важным критерием выбора является также диаметр электрода. От него зависит допустимая толщина обрабатываемого металла.
Для мелких бытовых нужд будет достаточно стержней диаметром до 2,5 мм, позволяющих производить сварку элементов толщиной около 4 миллиметров.
В свою очередь на необходимый диаметр электрода и максимальную толщину металла влияет сила тока сварочного инструмента.
Аппараты для профессионального использования обладают значением этой характеристики не менее 200 А. Этого хватит для качественной сварки металла толщиной более 15 мм электродом диаметром от 5 мм.
Совет! Несмотря на неограниченный срок годности, сварочные электроды крайне требовательны к условиям хранения
Важно не допускать механических повреждений, загрязнения и повышенного уровня влажности в местах содержания стержней. ГОСТ 9466-75 предусматривает температуру хранения электродов не ниже +15°C
Рекомендации: 10 лучших сварочных аппаратов
15 лучших сварочных инверторов
Определение нужного диаметра
 Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Основные параметры и характеристики
Следует знать, что все электроды подразделяются на две больших группы: используемые для соединения ответственных металлических конструкций и обычных. По своему предназначению подразделяются на следующие типы:
- Используемые для сварки стали различных характеристик и составов;
- Электроды для выполнения наплавки и ремонтных работ любого характера;
- Для варки углеродистой и низколегированной стали;
- Сплавов с устойчивыми к теплу свойствами;
- Работа с высоколегированной сталью;
- Сварка чугуна и его сплавов.
Различными бывают электроды для сварки и по длине диаметру. Этот параметр оказывает большое влияние на процесс сварки. Чем больше диаметр, тем большую толщину металла вы сможете охватить, но при этом понадобится больший расход тока. Самый популярный размер диаметра – 2,5 мм. Это объясняется универсальностью и подходит для домашних работ. В широкой продаже можно выбрать любой подходящий диаметр или заказать в магазине.
После выбора диаметра, необходимо определится с током. Следует помнить, что эти два показателя очень взаимосвязаны и их знание пожжет вам разобраться с тем, как выбрать электроды. Сильным током можно прожечь насквозь металл, а низкий – не даст образовать дугу.
Инверторы подключается к заготовке и электроду по схеме прямой или обратной полярности, так как преимущественно вырабатывают постоянный ток.
Обратная полярность будет более подходящей при выполнении сварки тонколистового металла. Можно выбирать диаметр электрода и наиболее подходящую силу тока.
| Диаметр электрода | Сила тока |
| 2 мм | 50-60 А |
| 2,5 мм | 60-90 А |
| 3 мм | 80 -140 А |
| 4 мм | 130-160 А |
| 5 мм | 200 А |
| 6 мм | 220-240 А |
Почему сварка прожигает металл
Существует несколько основных правил при настройке и регулировке инвертора, которые помогут не прожечь металл при сварке:
- Во-первых, варить тонкий металл лучше именно инвертором на постоянном токе, подключив держатель электрода к плюсовой клемме аппарата, а массу к свариваемой заготовке. Таким образом, большая температура будет приходиться на электрод, а не на тонкостенный металл.
- Во-вторых, чтобы не прожечь металл при сварке инвертором нужно варить только на малых токах, от 30 до 50 А.

- В-третьих, толщина свариваемого металла должна быть не тоньше электрода для сварки. Варить тонкий металл лучше электродами 1,6-2 мм. Как раз, сварочный ток в 30-50 А и соответствует данным параметрам.
- В-четвертых, чтобы не прожечь тонкий металл, варить его нужно сначала не сплошным швом, а прихватками, делая как можно меньше зазор между свариваемыми элементами.
- В-пятых, варить металл толщиной в 0,5 мм, электросваркой очень и очень сложно, лучше всего для этих целей использовать сварку в защитной среде.
Существует и ещё один способ сварки тонкого металла, чтобы его не прожечь. Связан он с использованием дополнительного электрода, который будет применяться в качестве присадочного материала. Просто берете электрод и используете его для расплавления основным электродом, при этом, делая больший упор именно на него, а не на тонкий металл.

В таком случае получиться заварить тонкостенные изделия из стали и не прожечь их при этом.
Выбор режима и электродов для сварки
Ранее на сайте про ручную дуговую сварку mmasvarka.ru уже рассказывалось о настройках инвертора, касательно применяемых электродов и толщины используемого металла. Но, как говорится, повторение никогда не будет лишним, особенно если речь идет о том, как сварить металл, чтобы его не прожечь.

Тонким для сварки считается металл, толщина которого составляет 2,5 и менее миллиметров. И, как было сказано выше, если сварка прожигает металл, то, нужно использовать электроды как можно меньше диаметром. Ниже будут представлены основные режимы сварочного инвертора и диаметр электродов, в зависимости от толщины свариваемого металла.
Настройка инвертора по диаметру электродов и толщине металла выглядит следующим образом:
- Толщина металла (0,5 мм) — диаметр электрода (1 мм), сварочный ток (10-20 А);
- Толщина металла (1 мм) — диаметр электрода (1-1,6 мм), сварочный ток (30-35 А);
- Толщина металла (1,5 мм) — диаметр электрода (2 мм), сварочный ток (35-45 А);
- Толщина металла (2 мм) — диаметр электрода (2,5 мм), сварочный ток (50-60 А);
- Толщина металла (2,5 мм) — диаметр электрода (2-3 мм), сварочный ток (65 А);
Представленные данные являются приблизительными, ведь при сварке инвертором, многое зависит и от параметров самой электросети. Если в ней будет пониженное напряжение, то, соответственно, значения тока на инверторе, также, придется повышать.

Кроме всего вышеперечисленного, стоит отметить и ещё одну важную деталь при сварке тонкого металла, она относится к скорости движения электродом. Чтобы не прожечь металл, электрод нужно вести несколько быстрее, чем при сварке толстых металлов.







