Дюймовая резьба — таблица, размеры, виды
Содержание:
- Таблицы для перевода
- Диаметры резьбы
- Маркировка и классы точности
- Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
- Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
- Для чего это важно знать
- Основные величины для измерения труб
- Трубная дюймовая резьба
- Почему измерение происходит в дюймах
- Виды дюймовой резьбы
- Как нарезают резьбу – резьбонарезное оборудование и инструмент
- Рейтинг лучших профессиональных резьбомеров
- Типы трубной резьбы и их характеристика
- Технологии нарезки
- Как отличить метрическую резьбу от дюймовой
Таблицы для перевода
При строительстве магистралей различного назначения применяют разные трубопрокатные материалы: из стали, из меди, из латуни, из пластика и другие. Все эти изделия отличает классификация и меры измерений.
Габаритные величины всех трубных изделий задаются такими показателями:
- Дн – внешний Ø.
- Дв – внутренний Ø.
- h – толщина стенки.
 Ранее пользовались только магистралями из стали, и для них создали свою систему определения размеров. К примеру, диаметр полдюймовой трубы в переводе на мм равен 12,7. Это ее внутренние размеры. То есть, в этом показателе учтен не только габарит полдюймовой трубной заготовки, но и ее пропускная возможность.
Ранее пользовались только магистралями из стали, и для них создали свою систему определения размеров. К примеру, диаметр полдюймовой трубы в переводе на мм равен 12,7. Это ее внутренние размеры. То есть, в этом показателе учтен не только габарит полдюймовой трубной заготовки, но и ее пропускная возможность.
А наружный обхват полдюймовой заготовки составляет 2,1 см. Поэтому в таблице возле полдюймовой резьбы обязательно добавляют слово труб. Зная точные размеры полдюймового и любого другого вида сортамента, можно быстрее сделать правильный выбор нужных объемов.
Это наглядно видно в таблице:
| Размеры (в дюймах) | 1/2 | 3/4 | 7/8 | 1 | 1,5 | 2 |
| Внутренний Ø (в метрической) | 12,7 | 19 | 22,2 | 25,4 | 38,1 | 50,8 |
| Ø резьбы (мм) | 20,4-20,7 | 25,9-26,2 | 29,9-30,0 | 32,7 – 33,0 | 45,8 – 46,2 | 57,9 – 58,3 |
Сейчас эти габариты принято указывать так, как показывает следующая предоставленная таблица:
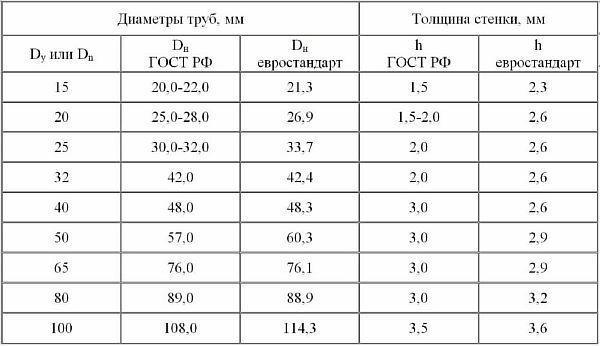
Первая таблица диаметров (его символьное обозначение – Ø, далее будет обозначаться в статье) труб показывает величины в миллиметрах, а во второй таблице использованы дюймы (международное обозначение – inch или in, далее будет обозначаться в статье). Малоопытный мастер может поинтересоваться, почему так? И какие обозначения считают правильными?
Причина в том, что во всем мире применяется метрическая система. В основе этой системы лежат два показателя: условный и номинальный объем. Подходят к этим понятиям по — разному, но в конечном результате они показывают внешний объем. По своей сути эти величины безразмерные, но иногда они указываются в миллиметрах.
Анализируя табличные данные можно сравнить изделия отечественных изготовителей и аналоги зарубежного производства.
Диаметры резьбы
Есть показатели, указываемые в сводных таблицах, которые важно учитывать в случаях, когда рассматривается метрическая резьба — размеры диаметров:
- внешний (D и d);
- внутренний (D1 и d1);
- средний (D2 и d2);
- внутренний по дну впадины (d3).
При широком применении в резьбовом соединении скользящей посадки большую важность приобрел средний диаметр, причем в случаях равенства значений, наибольшегоd2 болта и наименьшего D2 гайки. Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d
Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы
Большими буквами D обозначаются показатели диаметров внутренних резьб, а нанесенных на внешнюю поверхность деталей обозначаются маленькими буквами — d. Цифры указывают на местоположение. Степень точности полей допуска классифицируется буквенными символами: Е, F, G, H, d, е, f, g, h, и, как в диаметрах, на расположение указывает величина буквы.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Размеры и предельные отклонения диаметров отверстий резьб с крупным шагом
(размеры в мм)
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 3 | 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 3,5 | 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 4 | 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 4,5 | 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 5 | 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 6 | 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 8 | 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 10 | 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 12 | 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 14 | 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 16 | 13,90 | 13,95 | ||||
| 18 | 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 20 | 17,35 | 17,40 | ||||
| 22 | 19,35 | 19,40 | ||||
| 24 | 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 27 | 23,85 | 23,90 | ||||
| 30 | 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 33 | 3,5 | 29,30 | 29,35 | |||
| 36 | 4 | 31,80 | 31,85 | |||
| 39 | 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 42 | 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 45 | 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 48 | 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 52 | 46,70 | 46,80 | ||||
| 56 | 5,5 | 50,20 | 50,30 | |||
| 60 | 54,20 | 54,30 | ||||
| 64 | 6 | 57,70 | 57,80 | |||
| 68 | 61,70 | 61,80 |
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинальный диаметр резьбы d | Шаг резьбы P | Диаметр отверстия под резьбу с полем допуска | ||||
|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | ||
| Номинал | Отклонения | |||||
| 2,5 | 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 3 | 2,65 | 2,67 | ||||
| 3,5 | 3,15 | 3,17 | ||||
| 4 | 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,5 | 4,00 | 4,02 | ||||
| 5 | 4,50 | 4,52 | ||||
| 5,5 | 5,00 | 5,02 | ||||
| 6 | 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 | |
| 8 | 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 | |
| 10 | 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 | |
| 12 | 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 | |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 | |
| 14 | 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 | |
| 16 | 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 | |
| 18 | 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 | |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 | |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 | |
| 20 | 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 | |
| 22 | 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 | |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 | |
| 24 | 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 | |
| 27 | 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 | |
| 30 | 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 | |
| 33 | 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 | |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 | |
| 36 | 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 | |
| 39 | 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 | |
| 42 | 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 | |
| 45 | 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 | |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 | |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 | |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.
Определение использующихся терминов
В данном обзоре используется несколько специфических понятий, разобраться с которыми без дополнительных разъяснений будет проблематично. С целью избежать ошибочных самостоятельных «домысливаний» приводим перечень и расшифровку используемых определений:
- Диаметр резьбы – диаметр металлической поверхности (стержня, трубы, шпильки), на которой нарезаются витки резьбы. Сокращённая аббревиатура – d.
- Шаг резьбы – расстояние между центральной частью наружной стороны двух соседних витков относительно противоположному профилю. Для сокращённого обозначения этого термина в схемах используется английская буква «P».
- Ход резьбы (Ph) – значение относительного осевого перемещения заготовки с резьбовым шагом за один виток (360°). Существует 2 разных понятия: однозаходная и многозаходная резьба. Первая получается в результате смещения одного профиля, ход её равен величине заданного шага. Изготовленная движение двух и более нарезающих элементов называется многозаходной. Используется она при сборке высокоточного оборудования (например, электротехнике, радиоэлектронике). Одновременная нарезка нескольких спиралей гарантирует более точное позиционирование присоединяемых элементов относительно друг друга при их смещении относительно друг друга.
- Наружный (номинальный) диаметр d (D) – диаметр воображаемых цилиндров, описанных вокруг вершины, применяющейся с ней вместе резьбы. В большинстве случаев именно это значение является определяющим и характеризует условную величину данной резьбы.
- Средний диаметр d2 (D2) – воображаемый диаметр цилиндра, прямая которого пересекает его центр так, что каждый из отрезков, полученных при перекрещивании с ложбинкой, равен половине стандартного шага.
- Внутренний диаметр d1 (D1) – воображаемый диаметр цилиндра, который вписан в центральную часть ложбинки резьбы любого вида (наружной или внутренней).
Основные величины для измерения труб
Специалисты различают диаметр медных труб:
- номинальный;
- внутренний;
- наружный.
Есть еще такие общие понятия как «условный проход» и «толщина стенок». Не указывая размеры, говорят, что изделие «толстостенное» или «тонкостенное». Все диаметры медных труб должны быть указаны в их маркировке – в дюймах и миллиметрах.
- Толщина стенок изделия, величина обозначается в «мм», параметры связаны с объемом проходящего вещества и его давлением. Существенным показателем остается разница между внутренним и наружным диаметром.
- Для качественной состыковки магистрали через фитинги важен условный проход – внутренний просвет изделия, для его обозначения также используют миллиметры. На импортных изделиях из цветных металлов он указывается в дюймах, что требует перевода в «наши» величины.
- Внутренний диаметр – основной показатель проходимости трубопровода (мм), используется для расчетов в формулах.
- Наружный диаметр – важен для классификации изделий (большой, средний и малый), обозначается в «мм» во всех таблицах.
- Номинальный диаметр – примерно то же самое, что и «условный проход», но маркируется с точным значением.

При помощи линейки можно определить размер трубы весьма приблизительно
На сегодня материалы, из которых выпускаются трубы для магистралей и бытовых водопроводов, ограничены небольшим списком:
- сталь;
- пластик, металлопластик;
- алюминий, медь, прочие легкие сплавы.
Некоторые размеры медных труб обозначаются в дюймах, например, «дюймовые» или «полудюймовые». Это значит, что внутренний диаметр выражен как 1 дюйм или ½ дюйма – около 25,4мм и 12,7мм
На эти величины обращают внимание специалисты по укладке магистралей, чтобы на медную трубу подобрать размеры:
- муфт;
- тройников;
- фитингов с резьбовым соединением.

Фитинги для труб тоже имеют размеры, их указывают на внешней стороне детали
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.

Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Основные инженерные расчеты выполняют по внутренним диаметрам, измерение труб по наружному диаметру бывает лишь в исключительных случаях.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
Виды дюймовой резьбы
Среди резьбовых соединений дюймовой размерности выделяют несколько видов, которые отличаются своими техническими характеристиками:
- Цилиндрическая резьба американского стандарта UTS. Изначально она использовалась в США и Канаде, но затем распространилась по всему миру. Среди нескольких типов наибольшей популярностью пользуется UNC – резьба с укрупненным шагом и UNF – мелкая резьба. Имеет угол в 55 градусов при вершине.
- Британская цилиндрическая резьба стандарта BSW или вариант с уменьшенным шагом резьбы BSF. Данный стандарт характеризуется углом при вершине в 55 градусов.
- Для трубных резьбовых соединений используется резьба конической формы NPT, а также цилиндрический вариант NPS со стандартным углом вершины в 55 градусов. В отечественном исполнении данный тип резьбы отвечает ГОСТ 6111-52.
Наибольшей популярностью пользуется резьба унифицированного типа UNC, который встречается на различной технике и оборудовании, производимом не только в США или Канаде, а также Китае и других азиатских странах
Важной особенностью дюймовых метизов является то, что номера ключей для их монтажа и демонтажа отличаются от метрического стандарта
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью.
Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Рейтинг лучших профессиональных резьбомеров
Metr Whi BSP SCHUT

Эта высокопрочная конструкция производится на территории Голландии, что говорит о надежности и прочности аксессуара. Позволяет с легкостью определить габариты профиля и величину шага. Применяется метрическая система. Следует отметить, что конструкция может работать в комплексе с большинством образцов западно-европейских фитингов, поэтому мастеру не понадобится вспомогательные инструменты. Речь идет о технологии соединения типа BSP и WHi. В комплекте имеется 58 вспомогательных элементов, которые изготовлены из высококачественного металлического сплава. Прочно крепятся к обойме. Коэффициент погрешности, заявленный производителем, составляет 8 мкм, что делает манипуляции высокоточными. Несмотря на богатую комплектацию, общий вес составляет 100 г.
Цена – 1755 руб.
Metr Whi BSP SCHUT
Достоинства:
- эргономичность;
- удобство в эксплуатации;
- компактные габариты;
- возможность работы с фитинговыми соединениями западного образца;
- высокое качество материала и вспомогательных комплектующих;
- многофункциональность.
Недостатки:
INSIZE М 60 4820-1241

Эта качественная модель характеризуется низким коэффициентом погрешности и оптимальной комплектацией. В наборе имеется 24 высокопрочных шаблона, которые позволят выполнять работы как дома, так и на производстве. В фирменном кейсе нет ничего лишнего. Цена обусловлена высоким качеством сборки и применяемых комплектующих. Резьбовой шаг изделия – 0,25-6 мм. Коэффициент погрешности составляет 70 мкм. Общий вес инструмента – 0,05 кг. Габариты приспособления – 17х30х119 мм.
INSIZE М 60 4820-1241
Достоинства:
- качество сборки и вспомогательных элементов;
- эксплуатационный срок;
- низкий коэффициент погрешности;
- компактные габариты;
- оптимальная комплектация.
Недостатки:
GEDORE 6549730

Это приспособление пользуется популярностью не только у отечественных, но и европейских покупателей. В основе лежит использование высокопрочного металлического сплава. Резьбовой шаг находится в диапазоне 0,25-6 мм. Это позволит осуществить необходимые замеры как внутренней резьбы, так и внешней. За счет отличной комплектации под рукой у мастера окажется все необходимое для замера любой гайки или винтика. Габариты изделия – 76х28х14 мм. Общий вес модели – 0,10 кг. Сборка осуществляется на территории Германии.
Стоимость – 1410 руб.
GEDORE 6549730
Достоинства:
- немецкая сборка;
- компактные габариты;
- эргономичность;
- практичность;
- качество сборки и дополнительных комплектующих;
- эксплуатационный срок.
Недостатки:
UNC UNF SCHUT 30 шт. 856.461

Универсальный набор шаблонов, который понадобится для осуществления точных замеров. Представляет собой высококачественный набор, состоящий из 30 зубчатых пластинок, которые помещены в специальную нишу, находящуюся в обойме. Помимо определения шага, конструкция позволяет проверить полноту профиля вида UNF и UNC. В процессе эксплуатации рекомендуется прикладывать необходимую пластину таким образом, чтобы зазор между ней и элементом был минимальным. Габариты конструкции – 58х18х14 мм. Общий вес изделия – 0,05 кг.
Средняя цена – 1290 руб.
UNC UNF SCHUT 30 шт. 856.461
Достоинства:
- компактные габариты;
- применение передовых технологий;
- высокое качество сборки;
- цветная разметка;
- практичность;
- эксплуатационный срок.
Недостатки:
Micron N1 М60 МИК 46417

Этот комплект состоит из 20 шаблонов. Общий вес набора – 0,1 кг. Габариты конструкции – 100х20х20 мм. Несмотря на то, что бренд чешский, сборка осуществляется на территории Поднебесной. Отличное решение для работы с резьбой стандартного диаметра. Позволяет проводить манипуляции как с внутренней, так и наружной резьбой.
Micron N1 М60 МИК 46417
Достоинства:
- отличная комплектация;
- качество расходных материалов;
- компактные габариты;
- качество сборки;
- эксплуатационный срок;
- практичность.
Недостатки:
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.
Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.
В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Как отличить метрическую резьбу от дюймовой

Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.






